Этапы внедрения



Мы любим наше производство.
Нам очень интересно постоянно развивать и совершенствовать свою работу.
Мы хотим делиться своими успешными практиками для достижения наших целей — популяризации строительных металлоконструкций.
На этой странице можно следить за этапами внедрения различных производственных методологий и значимых изменениях в производственных процессах.
2023 Январь
Мы получили Разрешение на Строительство нашего нового завода в МОСКВЕ.







2022 Июнь
Мы приобрели боковой погрузчик Combilift С4800.
Благодаря ему мы значительно расширили наш склад металлопроката. Потому что можно разгружать и хранить металл просто на асфальте.
Также мы используем его для вывоза негабаритных конструкций, например если фермы не проходят в ворота по высоте. Или для вывоза готовой продукции на открытую площадку.
2021 Ноябрь
Мы приобрели и установили новый станок для сверления пластин Voortman V-200
2021 Сентябрь
Построили отапливаемый склад для хранения металлопроката.Размер 18 х 54 м. Две кран балки по 5+5 т. Вместимость — 1000 тонн.






2021 Март
Запустили в эксплуатацию новые раздевалки.



2021 Февраль
Мы запустили трассу по снабжению сварочных стапелей сварочной смесью Аргон 82% и СО2 18%. Трубопровод выполнен из нержавеющей трубы диаметром 1 дюйм. В системе используется ёмкость объёмом 5000 кг. + смесительная станция и баллоны с углекислотой. Поставщиком услуг является компания Эйр Ликвид.
2020 Сентябрь
Мы купили новый станок плазменной резки AJAN, Турция.
Как мы выбирали? Подробное описание на странице «Станок плазменной резки AJAN»
2020 Июнь
Для ускорения погрузки установили новые кран-балки с 2-мя тельферами по 5 тонн и на ножках. Для того чтобы можно было грузить одному стропальщику и по высоте выше тента фуры.

2020 МАЙ
Для наших Клиентов бесплатно доступна услуга — СОПРОВОЖДЕНИЕ МОНТАЖА. Это не значит, что мы делаем монтаж. Мы помогаем монтажникам ускорить монтаж наших конструкций.
Как это работает? Для кого это нужно? Что входит в услугу? Подробное описание на странице «Сопровождение монтажа»
2019 ОКТЯБРЬ
Мы приобрели и установили новый станок для сверления двутавровых балок. Основная задача — точность отверстий и большая производительность. Подробнее на странице Voortman V-600
2019 СЕНТЯБРЬ
Внедрили укосины для сварочных аппаратов.
Долго к ним присматривался🤔
Впервые их увидел в Голландии, потом в дркгих странах.
Вещь дорогая ( около 1 тысячи евро за комплект), особенно когда постов 50 штук.
Но решился и внедрили.
В результате, со слов Нач. Цеха производительность сварщиков увеличилась на 10-15 процентов!
📍не надо терять время на перетаскивание аппарата
📍меньше простоев из-за ремонта перебитых кабелей
📍плавная подача проволоки
2019 ИЮНЬ
Мы начали ремонт полов в производственном корпусе.
Теперь мы можем
- наносить разметку для проходов
- зонировать складирование заготовки
- возить тележки по ровным полам
- использовать другие устройства для перемещения по цеху на колёсах, вместо крана









2019 АПРЕЛЬ
Запущен в производство новый торцефрезерный станок DX 1520
Станок предназначен для обработки торцов балок и колонн. Также для фрезеровки фланцевых соединений ферм
Площадь обрабатываемой поверхности до 1500 х 2000 мм.
2019 ФЕВРАЛЬ
Мы принимаем решение о запуске программы по ПОДДЕРЖКЕ МОНТАЖНИКОВ. Она будет заключаться в построении процессов на этапе монтажа.
Наша система управления производством отлично показала себя и мы используем эти наработки в помощи нашим Партнёрам-Монтажникам.
В чем суть:
- настройка процессов принятия металлоконструкций на объекте — схема складирования, для быстрого поиска конструкций на площадке
- обучение работе по фазам и чтению маркировки — представитель завода на объекте поможет настроить работу
- онлайн учет смонтированных металлоконструкций с выводом информации на сайт — публичная информация для Инвестора и Подрядчика
- визуализация процессов монтажа на строительной площадке — ясность у всех участников процесса о состоянии монтажа
- тарификация монтажных работ и проставление исполнителей по каждым конструкциям — для прозрачного учета начисления заработной платы (информация будет доступна только монтажникам)
И многое другое.
В результате мы рассчитываем увеличить эффективность монтажа для наших Партнёров-Монтажников в 1,5 — 2 раза.
Я буду делиться с вами всеми изменениями по мере создания. Вот первые шаги:
- Разработана и внедрена упаковка и маркировка, которая позволяет экономить время и деньги при приёмке и разгрузке металлоконструкций на объекте — МАРКИРОВКА И УПАКОВКА
- ИНСТРУКЦИЯ для чтения БИРОК и МАРКИРОВКИ для монтажников
2019 ЯНВАРЬ
Установили новую кран-балку грузоподъёмностью 10 тонн. Изготовитель — Объединённые крановые технологии. г. Пермь. Это 14-ый по счету кран.
Описание:
Длина пролёта 16,5 метров. Высота подъёма 12 метров. Тип рельса КР80. Тормоз на передвижение крана. Частотные преобразователи на мост и Таль. Тельфер болгарский 10 тонн. Управление дистанционное и подвесной пульт. Функция защиты от столкновения кранов.






2018 СЕНТЯБРЬ
Новый вид упаковки — стяжка стальной лентой шириной 30 мм. Через деревянный брус и картон. Усилие натяжения до 500 кг.




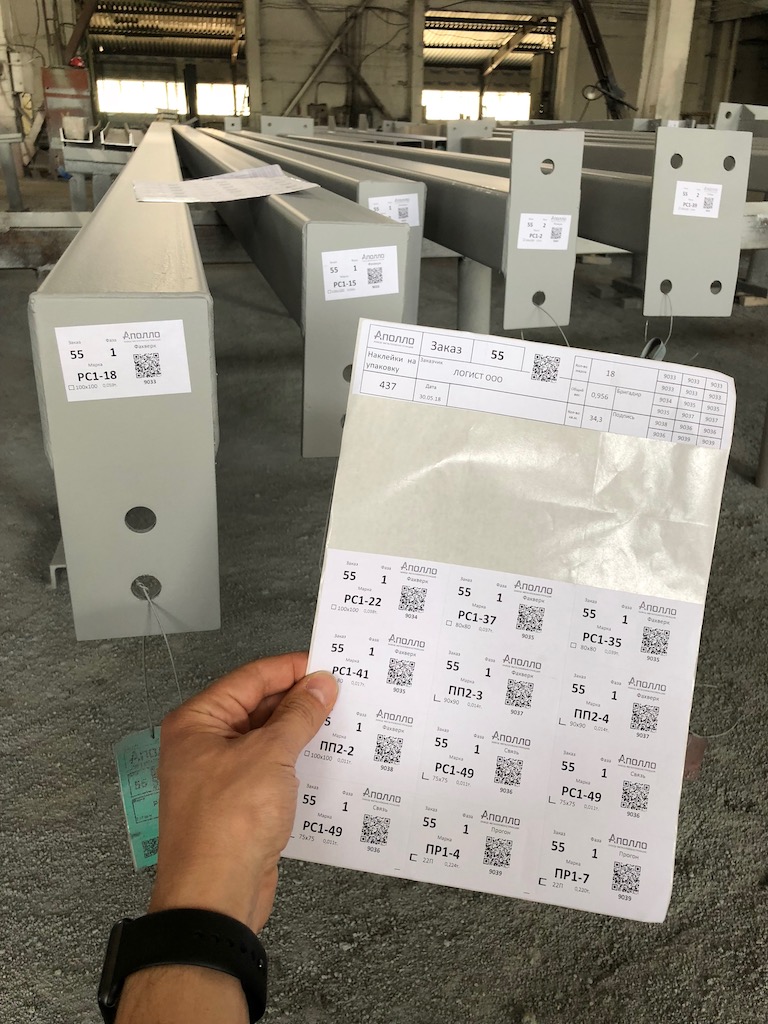
2018 ИЮЛЬ
Наконец-то!
Запустили отгрузку по местам. Теперь конструкции собираются в пачки по несколько штук и упаковываются. Это сделано для того чтобы:
- увеличение скорости погрузки — довольные водители!
- увеличение скорости разгрузки на объекте — довольные монтажники — экономия на спецтехнике при разгрузке
- упростился учёт в цеху и при приёмке — достаточно посчитать количество мест и количество марок в каждом упаковочном месте.

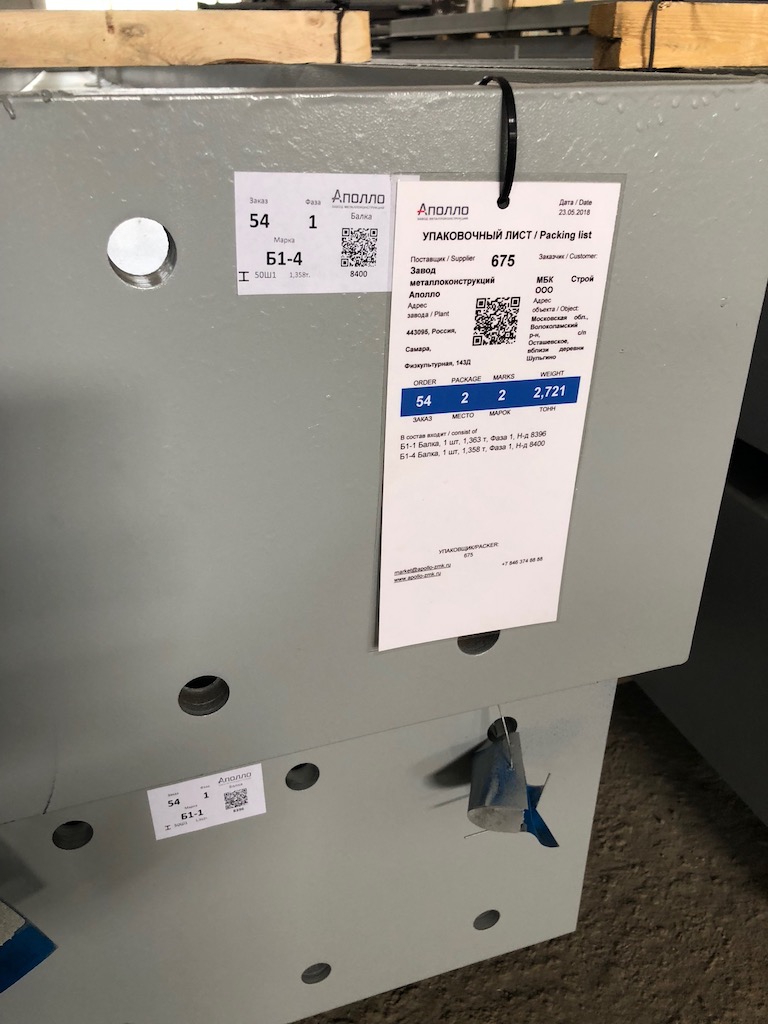




2018 ИЮНЬ
Теперь на каждой отправочной марке, помимо бирки есть ещё и наклейка. Даже если потерялась бирка — есть дублирующая наклейка.


2018 МАЙ
Закуплены и установлены Пульты Д/У для управления кранами фирмы TELECRANE. Стало значительно удобнее и безопаснее! Рекомендуем всем http://www.telecrane.ru/
Модель 21-E1В. Разработана инструкция по хранению и эксплуатации.
Сразу все пульты и краны помечены соответствующими номерами и нанесены на схему (см. ниже)
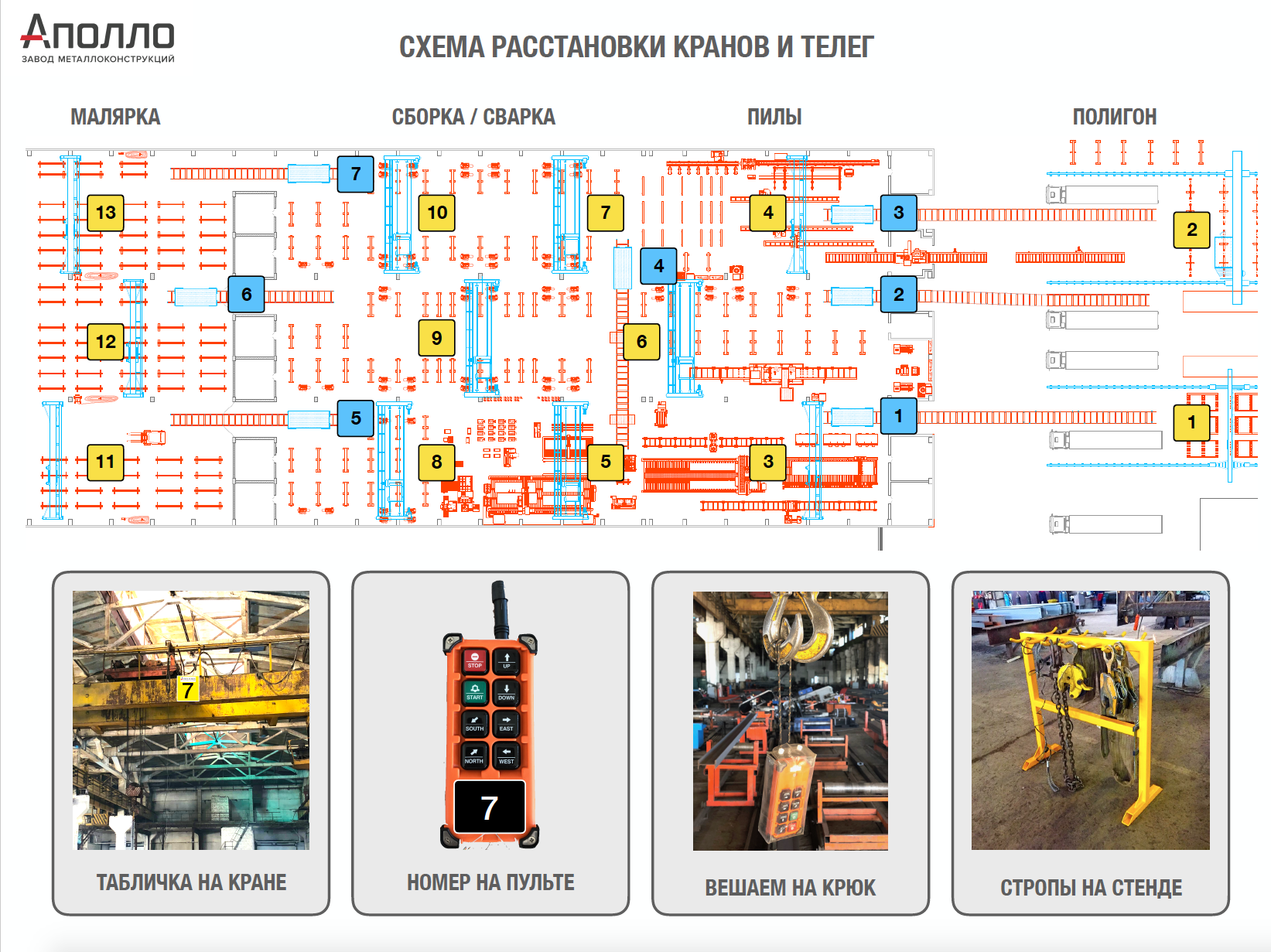
СХЕМА РАСПОЛОЖЕНИЯ КРАНОВ И ТЕЛЕГ
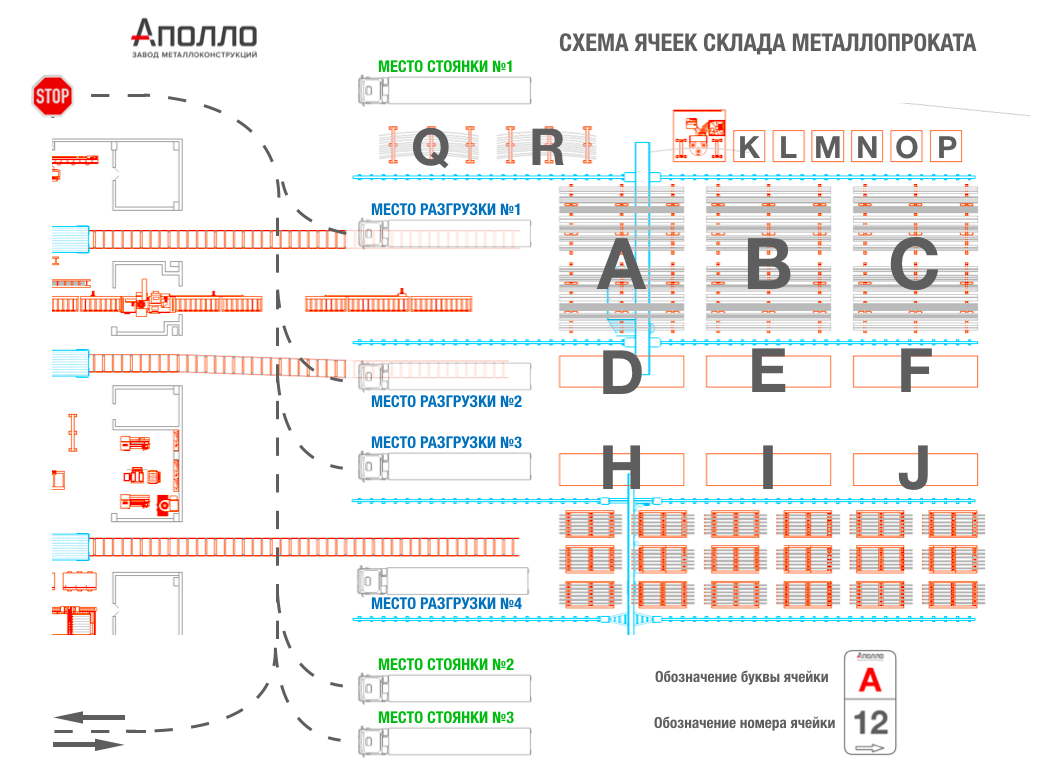
2018 АПРЕЛЬ
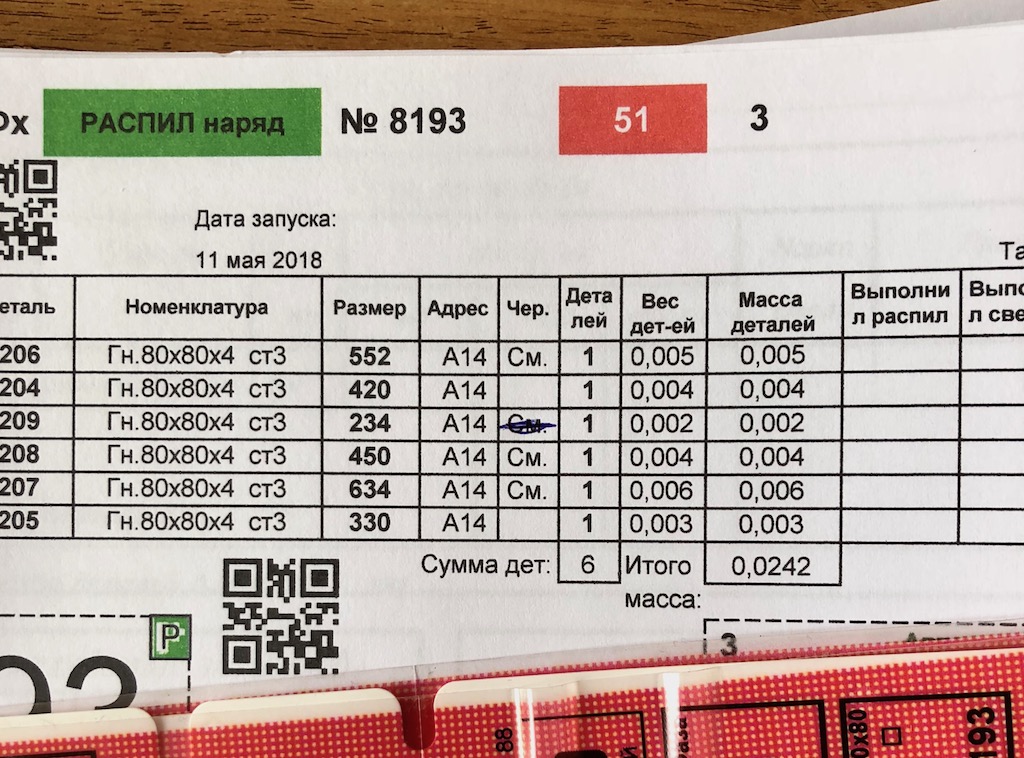
Начинаем внедрять адресное хранение металлопроката. При приёмке проката, сразу указываем место хранения в ячейке и заносим данные в программу. При запуске нарядов на распил сразу видно номер ячейки.
Для чего мы это делаем:
- Быстрый поиск необходимого проката — в наряде на распил указан номер ячейки
- Каждый работник может легко найти нужный прокат
- Сокращаем вероятность ошибки (марка стали, толщины)
- Быстрая инвентаризация, возможность проведения частями



Начали дробемётную очистку всего входящего в цех профильного проката.
Стоимость продукции для Клиентов не будет выше, а может быть со временем еще дешевле, потому что:
- сокращение времени подготовки поверхности перед окраской
- меньше сварочных брызг
- отсутствие рекламаций по окраске
- чистый цех — приятно работать с очищенным металлом


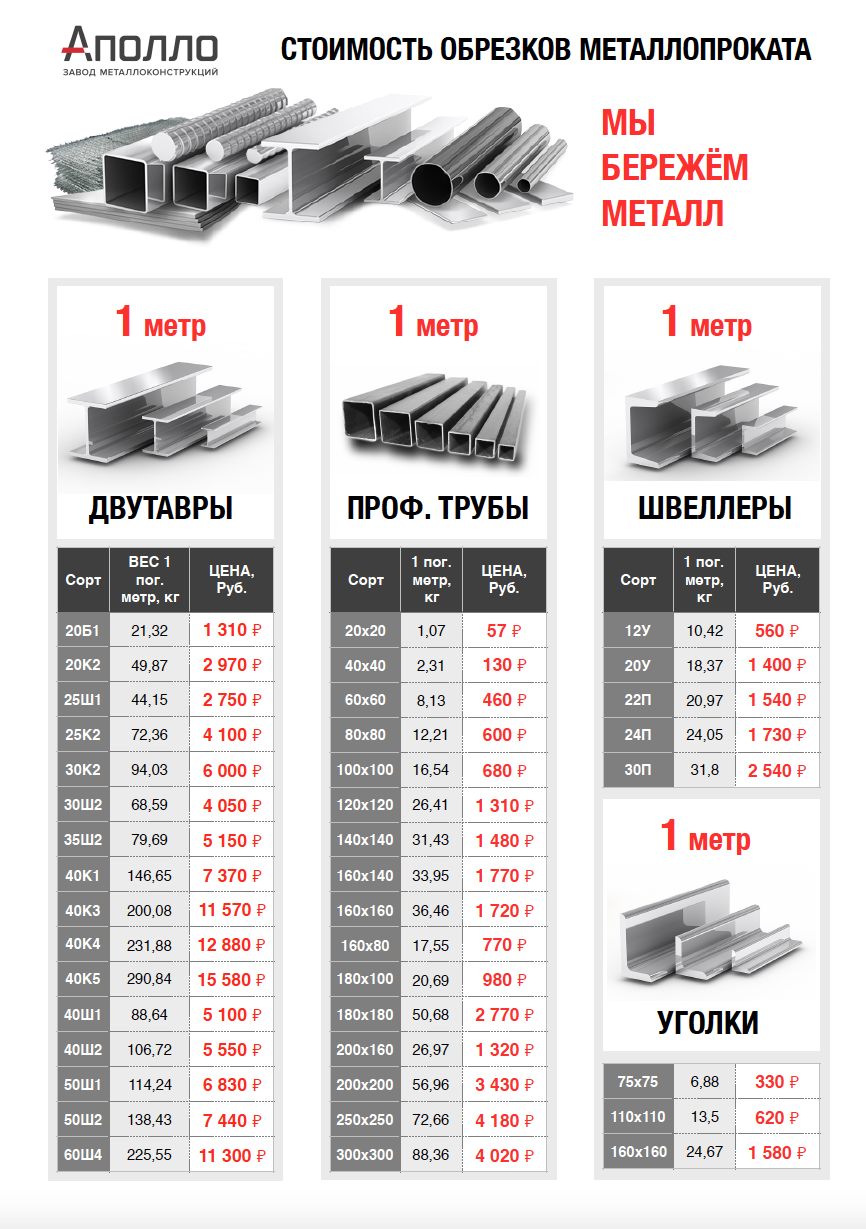
2018 МАРТ
Мы бережём ресурсы. Основной ресурс металл. Хотим чтобы все на производстве знали цену обрезкам металлопроката.
Информация представлена на информационных стендах в цеху.

Для уменьшения времени перевозки грузов, внедрили общую схему расположения кнопок на пультах кран-балок

Схема распожения кнопок на пульте
2018 ФЕВРАЛЬ
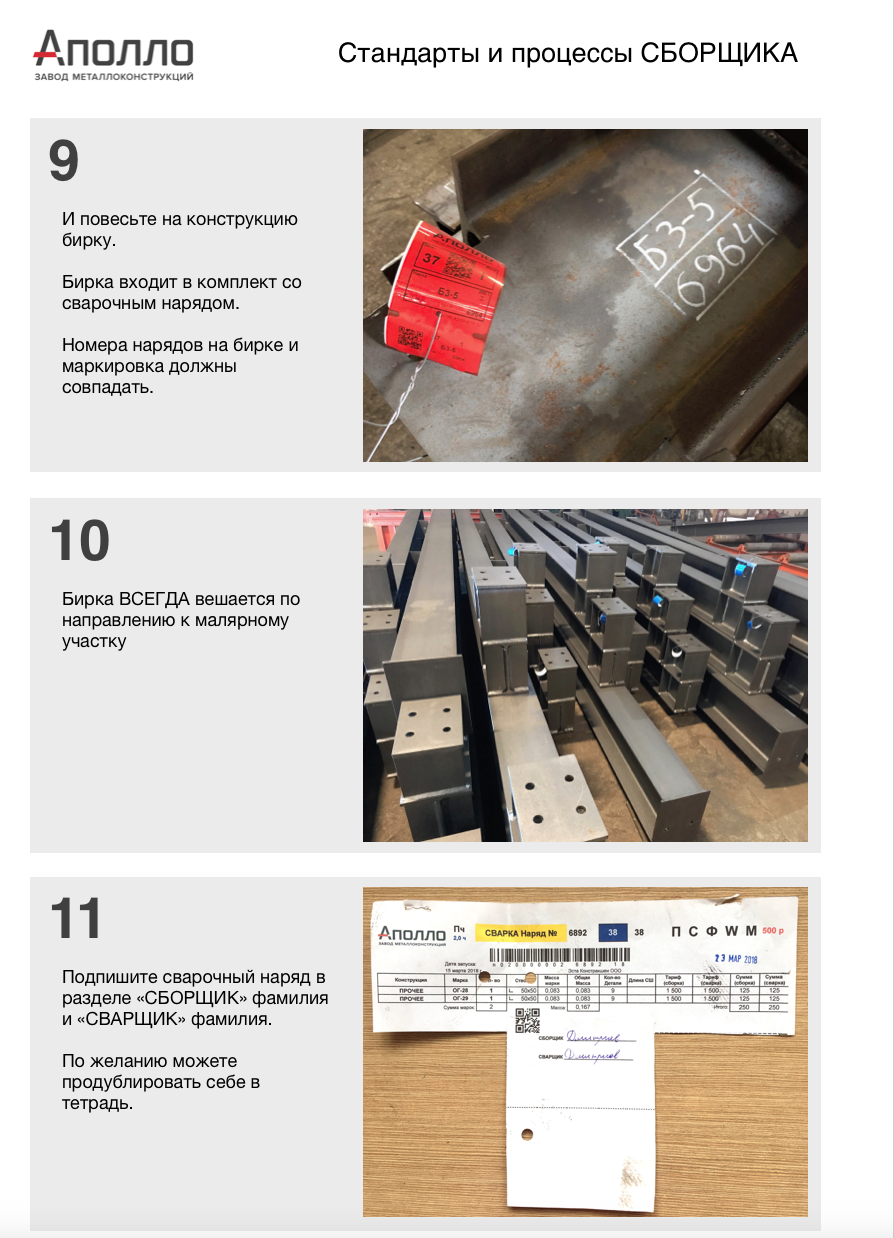
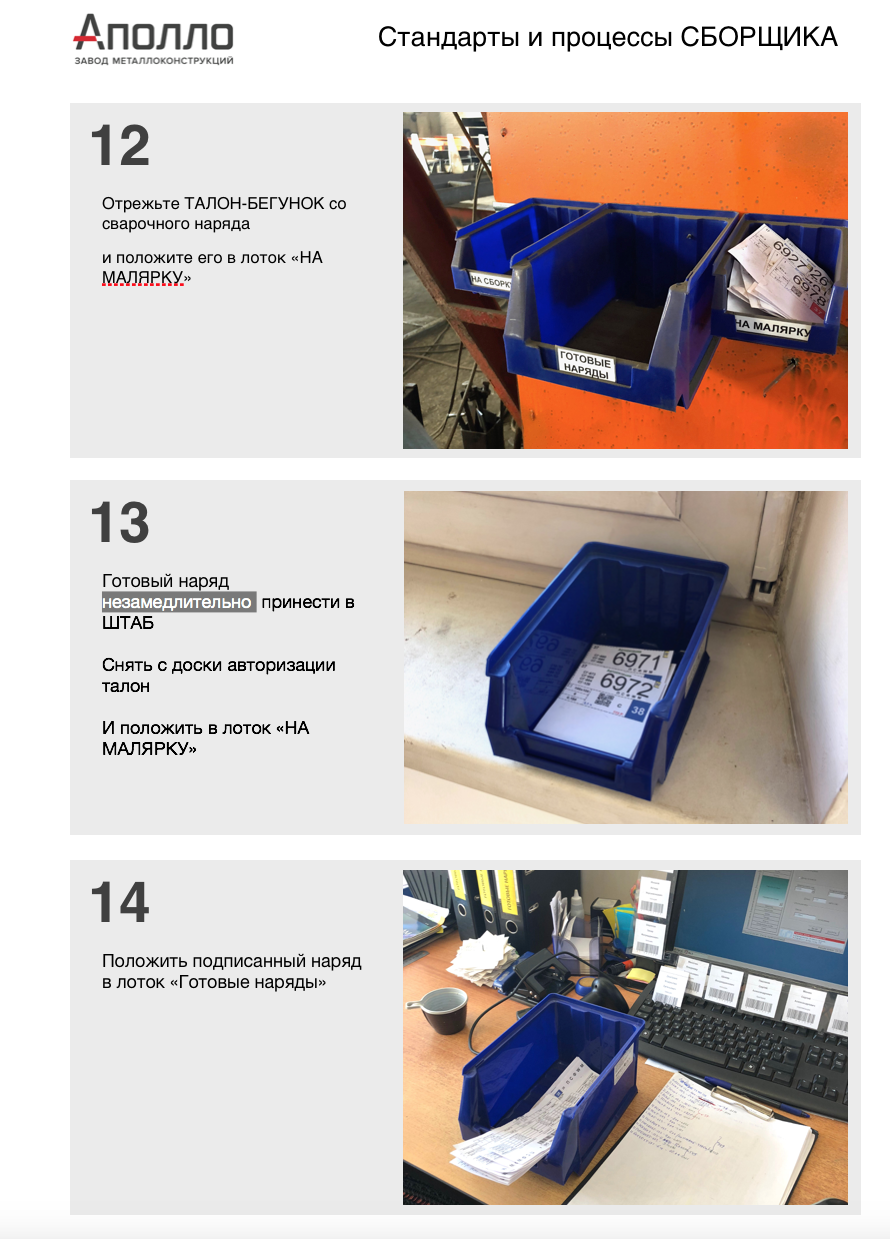
Для СБОРЩИКОВ м/к описаны процессы перемещения нарядов, талонов авторизации, маркировки и крепление бирок. Чтобы связать связать заготовку, сварку и малярку. Данный стандарт выложен на сайте в разделе стандарты и в бумажном виде в шштабе производства и в учебном центре.




2018 ЯНВАРЬ
Произведены некоторые усовершенствования нарядов на изготовления. Вот некоторые из них.
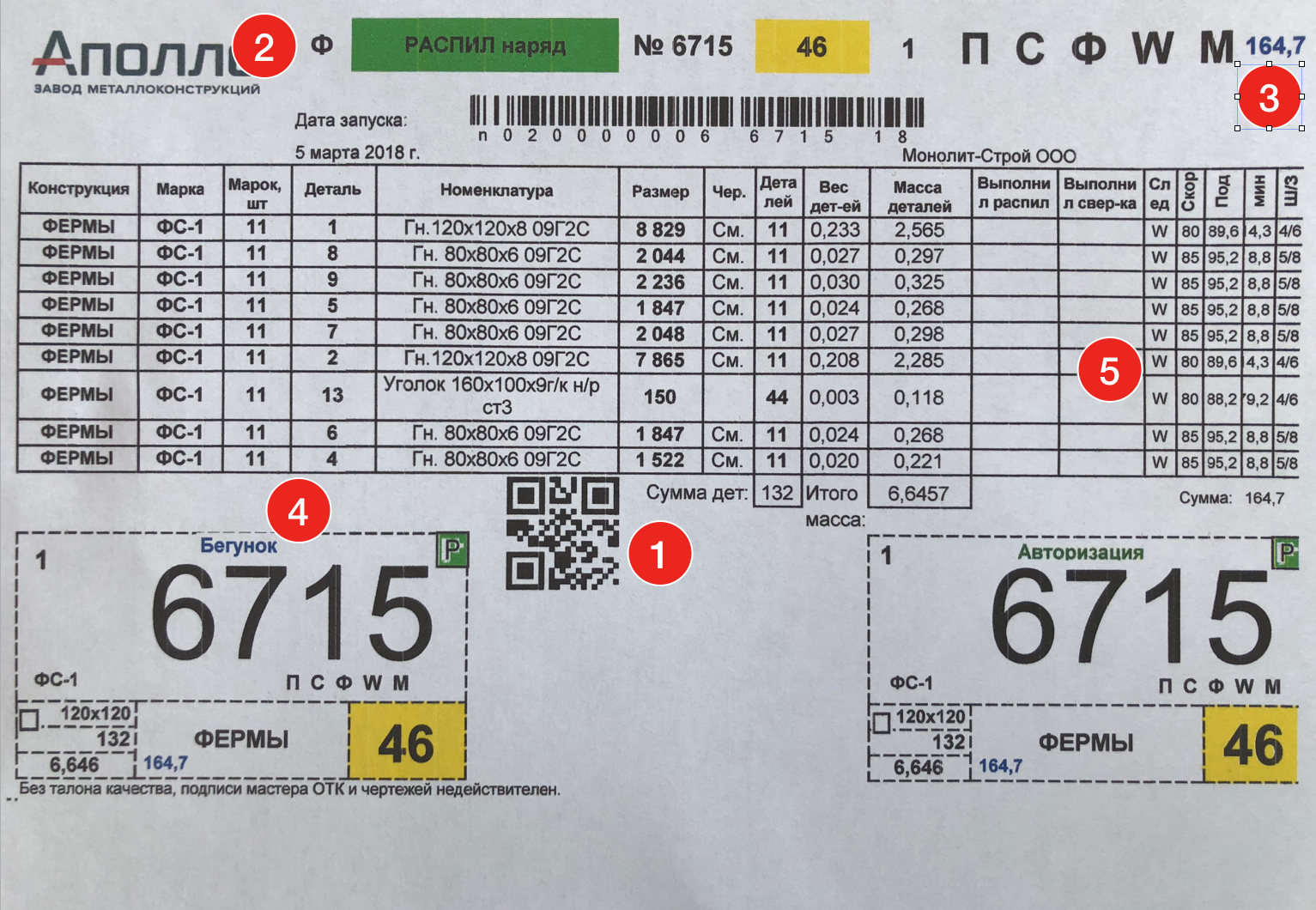
наряд на распил
- Внедряем QR-код — он лучше считывается и занимает меньше места на бумаге
- Добавили в шапке наряда сокращенное название продукта. Например Ф — это Фермы
- В правом верхнем углу указано расчетное время на изготовление наряда, в минутах
- Отрывные талоны-канбаны теперь разделены. Канбан «авторизации» — вешается на стену при запуске в работу. И Канбан "бегунок" он сопровождает заготовку до сварщика.
- На распильном наряде указано расчетное время пиления, Скрость подачи, усилие и шаг зуба. Это параметры для оператора.
2017 ДЕКАБРЬ
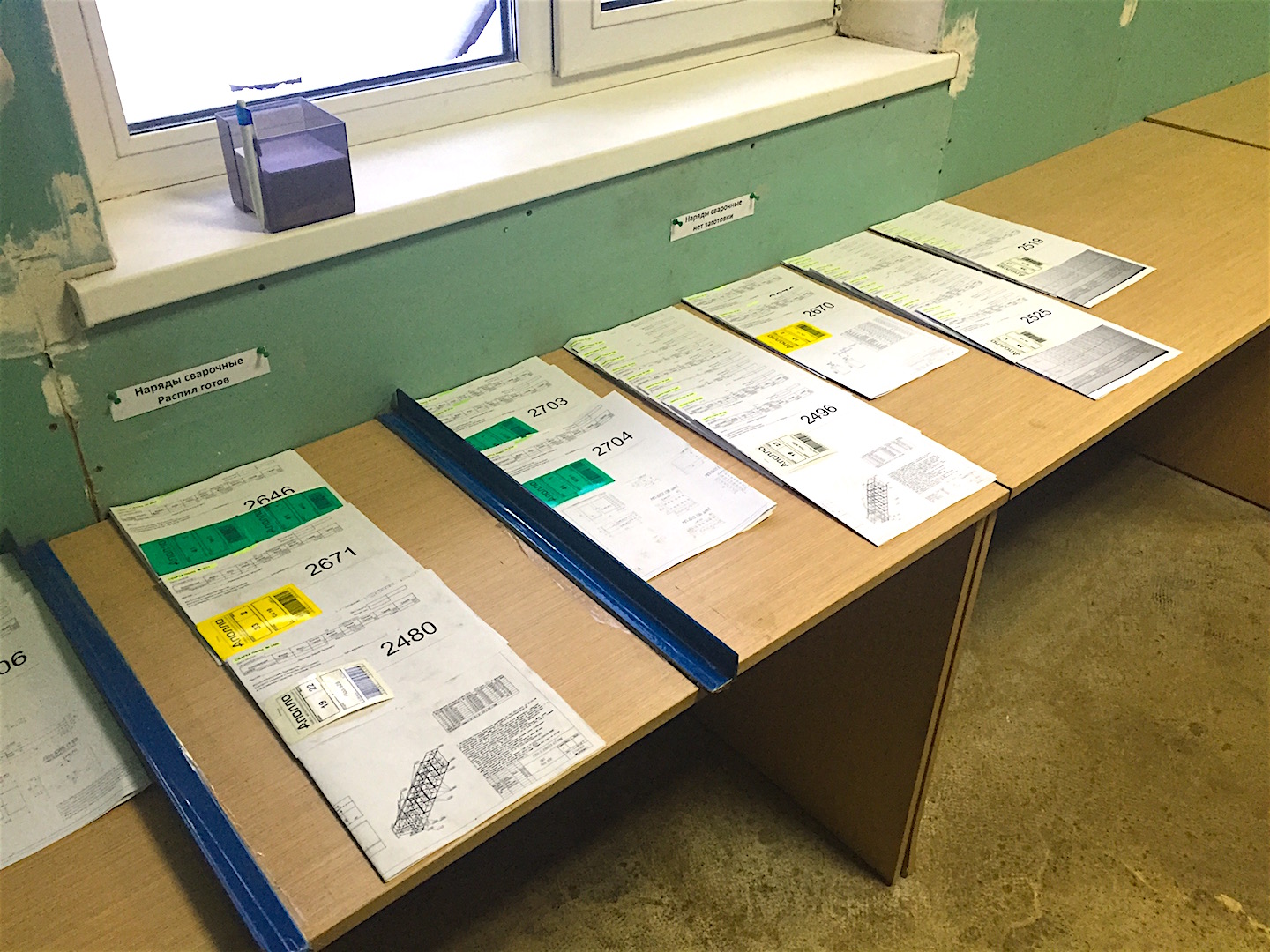
Для того чтобы понимать о готовности наряда на распил, мы внедрили метод визуального контроля — упаковка готового наряда. Если на пачке профилей есть белая упаковочная лента и к ней прикреплена карточка канбан, то этот наряд можно перемещать на сборку/сварку.
После этого на стенд вешается талон о готовности наряда к перемещению. Это сигнал для «службы потоков» к перемещению.
-

- Стэнд с нарядами на перемещение и упаковщик

-
- Стволы — упакованные с талоном «канбан»

Для удобства упаковки изготовлены стапеля на всю зону предварительной готовности. Это ускоряет опускание и подъём краном.
-
- Заготовка на стапелях

-
- Стапеля и упаковка на заготовительном участке

2017 НОЯБРЬ
Для стандартизации процессов на сварочном производстве пронумеровали сварочные стапеля. Это позволяет всем лучше понимать процессы и однозначно выполнять задания на доставку службой «потоков» заготовки.
-
- Схема расстановки стапелей


2017 АВГУСТ
Приобретён новый станок - GEKA Hydracorp 110 SD, производства Испания. Для снижения себестоимости отверстий в листовых заготовках.
Этот станок предназначен для пробивки отверстий в листовых заготовках. Мы купили его в полной комплектации с ЧПУ столом SEMI-PAXY 1000×500. Также этот станок может рубить уголки, швеллера и пруток.
-
- Новый станок! GEKA Hydracorp 110 SD Испания






2017 ФЕВРАЛЬ
При нынешних темпах изменений в загрузке завода, вынуждены быстро нанимать и адаптировать персонал к действующим процессам. Первая «ласточка» это описание процесса и правила работы сварщика. Благодаря «Памятке» можно быстро и однозначно объяснить новому человеку, чего мы от него хотим.
-
- Памятка СВАРЩИКА

-
- Памятка Сварщика ЗМК Аполло 2 лист

2017 ЯНВАРЬ
Мы внедрили СОКРАЩЁННОЕ ОБОЗНАЧЕНИЕ ТЕХПРОЦЕССА при печати нарядов. Каждому процессу присваивается короткий знак, Например П-пиление, Ф-плазма, С-сверление, W-сварка, Т-токарка, М-малярка. Теперь можно при первом беглом взгляде определить все необходимые работы с нарядом.
Сокращения в названии процессов
2016 ДЕКАБРЬ
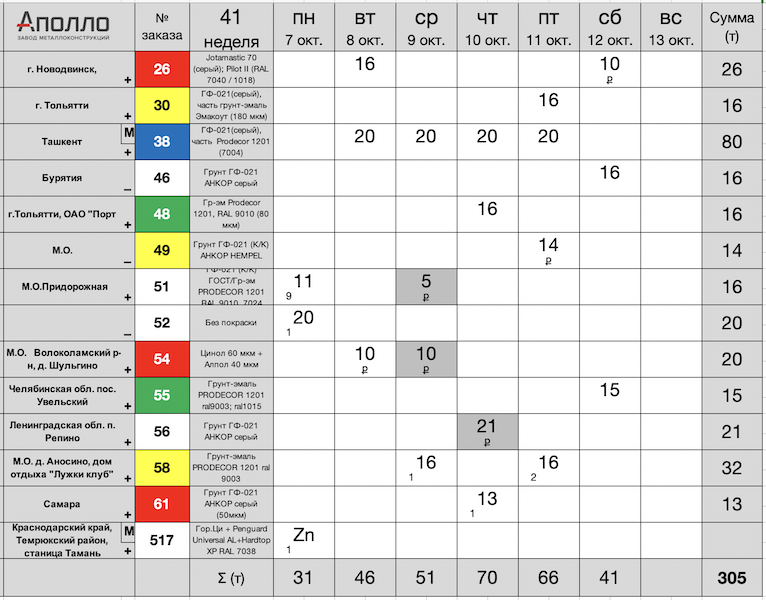
Мы внедрили ЦВЕТНОЙ ПРИНТЕР для распечатки нарядов. Каждому заказу присваивается свой цвет (красный, зеленый, желтый, синий, белый). Этот цвет используется при печати на нарядах и бирках. Это позволяет упростить визуальный контроль за состоянием заказа.
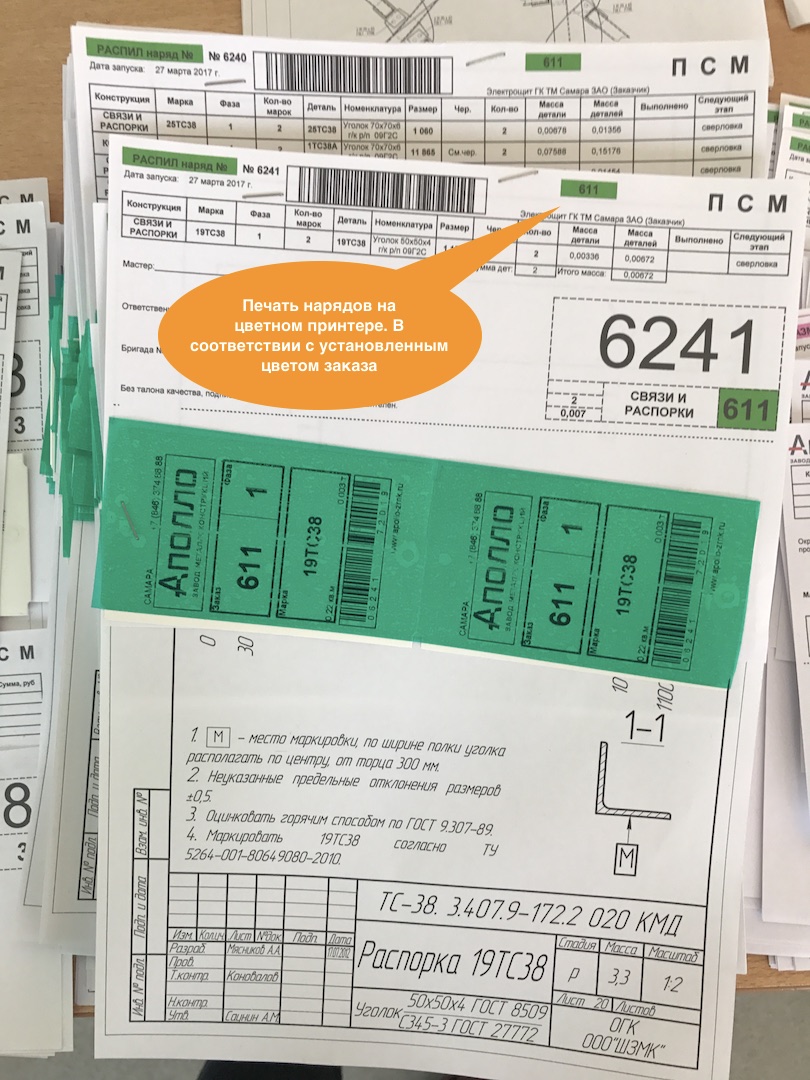
Цветной принтер
2016 НОЯБРЬ
Для всех отправочных марок добавлено ОБОЗНАЧЕНИЕ «СТВОЛА» — это основной несущий профиль. Теперь на всех нарядах, отгрузочных и упаковочных бирках есть обозначение и это позволяет увеличить информативность на всех этапах производства. .
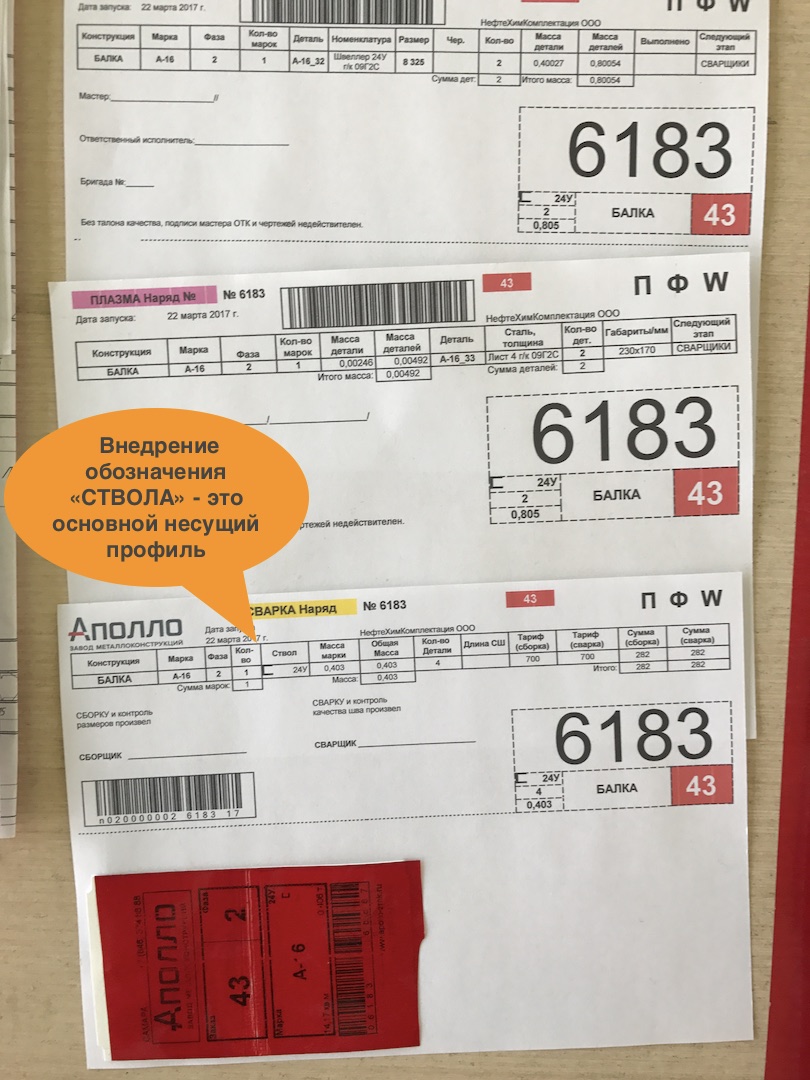
Внедрение обозначения ствола
2016 ОКТЯБРЬ
Мы внедрили очень полезный бизнес-процесс. Назвали его "АВТОРИЗАЦИЯ СВАРКИ" Это значит, что каждый сварочный наряд, перед тем как попасть в цех отмечается на стенде в штабе управления производством. Теперь мы точно знаем какая бригада с какими нарядами работает. И мы можем успешно находить и доделывать незавершенные наряды.
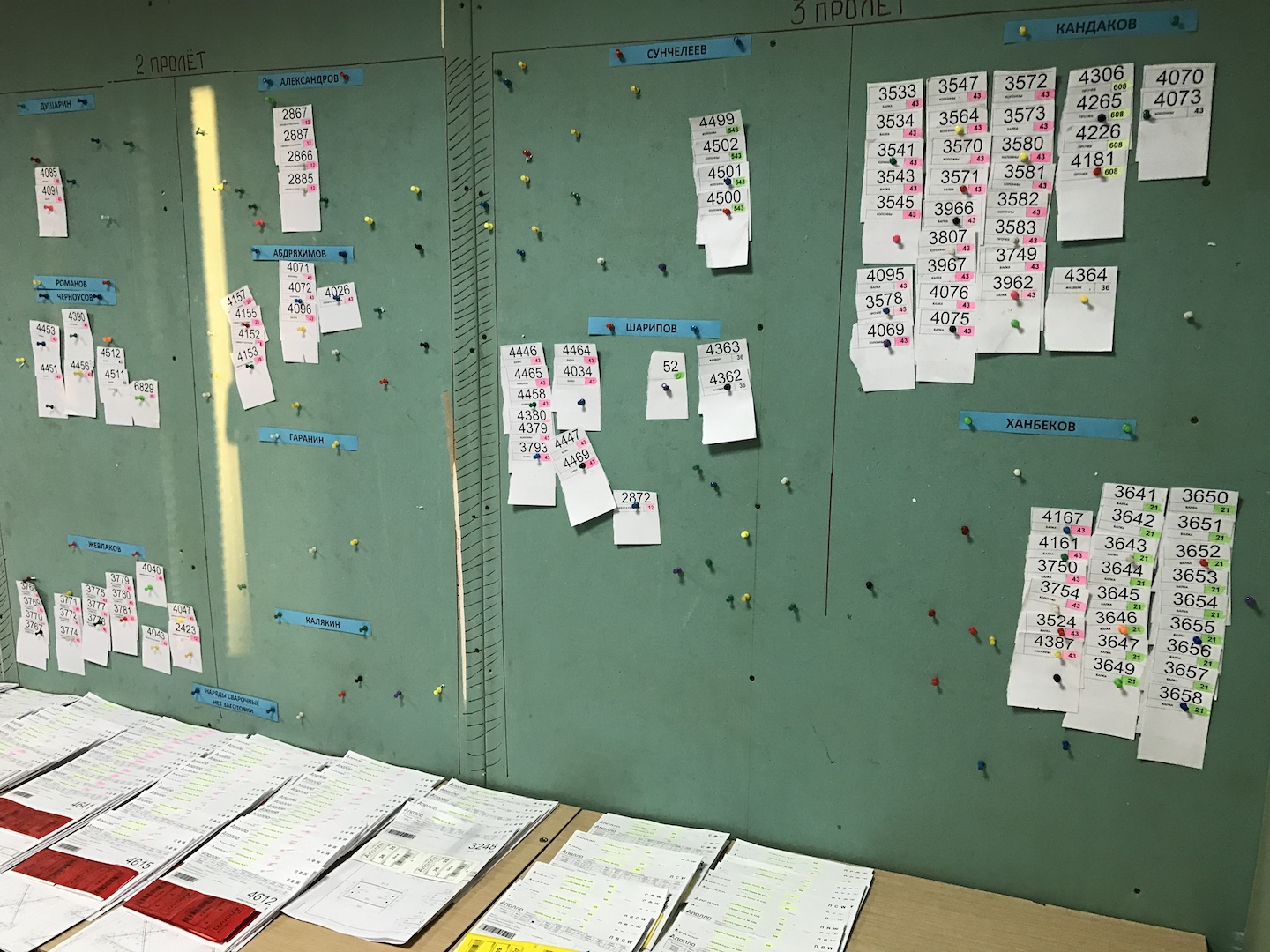
Авторизация сборки-сварки
2016 ИЮЛЬ
Наше производство начинает внедрять методы QRM (Quick Response Manufacturing) — Быстрореагирующего производства. Начинаем создавать свободные мощности на участках заготовки фасонных деталей, для того чтобы оперативно реагировать на изменения в потребностях Клиентов.

QRM — Quick Response Manufacturing
2016 ИЮНЬ
Для оперативного информирования о неисправностях в транспортной системе внедрена карта расположения грузоподъёмных механизмов.

Схема расположения кранов ЗМК Аполло
2016 МАЙ
Внедрено новое улучшение внешнего вида продукции. Маркировка принтером.

Маркировка на ЗМК Аполло
2016 АПРЕЛЬ
Внедрено улучшение внешнего вида продукции. Теперь оклейка неокрашиваемых поверхностей производится до окраски на участке сварки. Это позволяет добиваться лучшего качества проклейки.

Проклейка фланцев
2016 МАРТ
На участке плазменной резки внедрена 100 % централизованная зачистка фасонных деталей после плазменной резки.
- Это позволяет экономить время сварщиков-сборщиков на 10%.
- Теперь сварщики меньше работают болгаркой
- Не надо контролировать зачистку у каждой бригады
- Повышается качество сборки и геометрии конструкций за счет более плотного прилегания деталей к стволу

Внедрена зачистка фасонных деталей
2016 ЯНВАРЬ
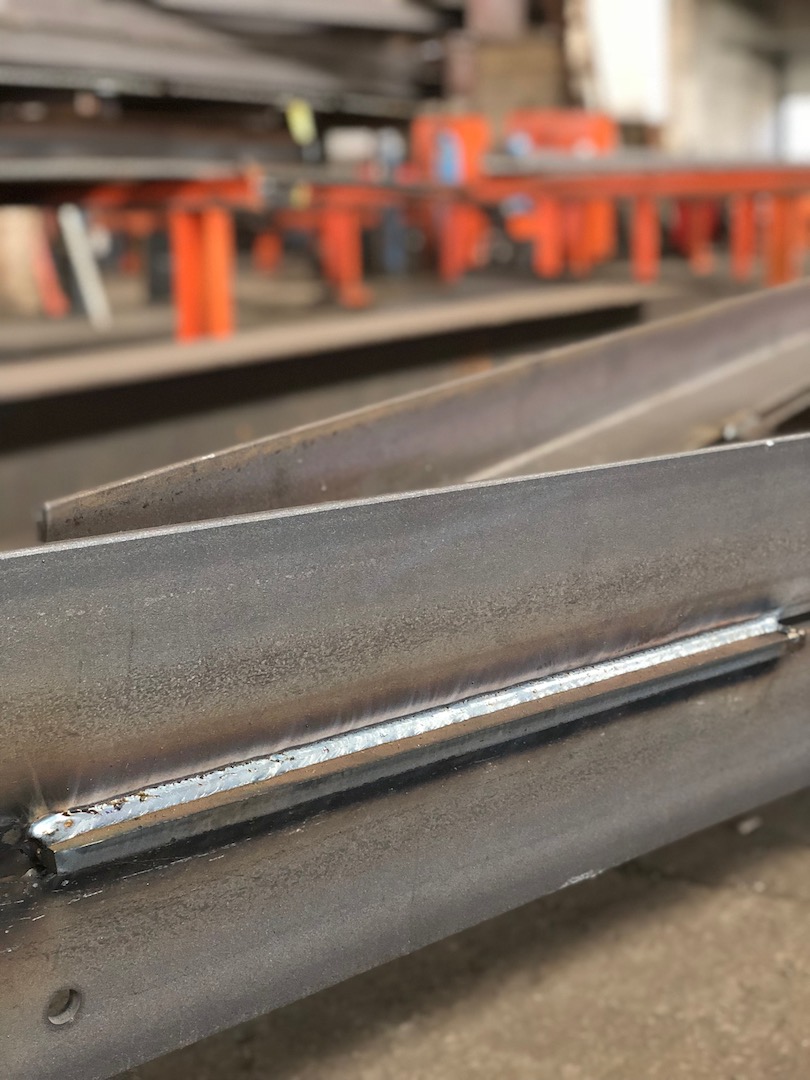
Для повышения качества сварных швов на ЗМК Аполло внедрено использование сварочной смеси КОРГОН 18 от LINDE
-
- Баллон с CORGON от LINDE на ЗМК Аполло

-
- Состав смеси — Коргон 18

-
- Сварочный шов на ЗМК Аполло с Коргон 18

2015 НОЯБРЬ
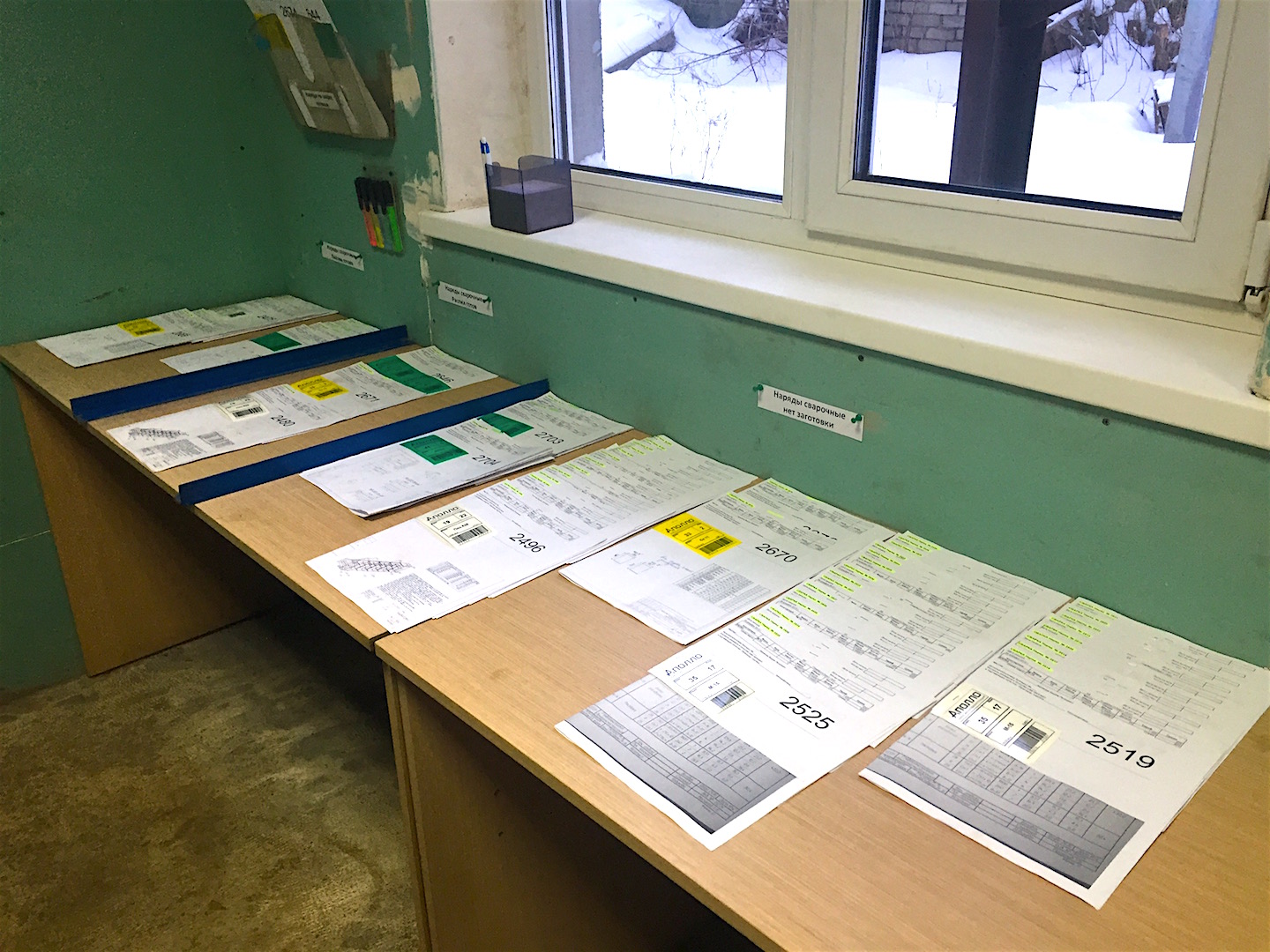
Производительность завода по изготовлению строительных металлоконструкций в основном ограничивается одним узким тех. процессом. Это сборка конструкций на прихватку. Секрет в том чтобы на сварочно-сборочном стапеле в нужное время оказались одновременно стволы (профильный прокат) и фасонка (листовой прокат). Тогда сборщик не будет простаивать и заниматься своим делом — сборкой конструкции. Но как в этом огромном количестве заготовок (до 5 тыс. деталей в цеху) найти нужные в данный момент и доставить их в нужное место? И чтобы фасонка подходила к стволам.
Нами внедрена система визуального контроля за исполнением заготовки, которая позволяет увидеть в реальном времени количество готовых деталей на участках. И сопоставлять их по соответствию к сборочным маркам.
-
- Готова только фасонка или только стволы

-
- Наряды на которые еще не готова заготовка
-
- Наряды для заготовительных участков
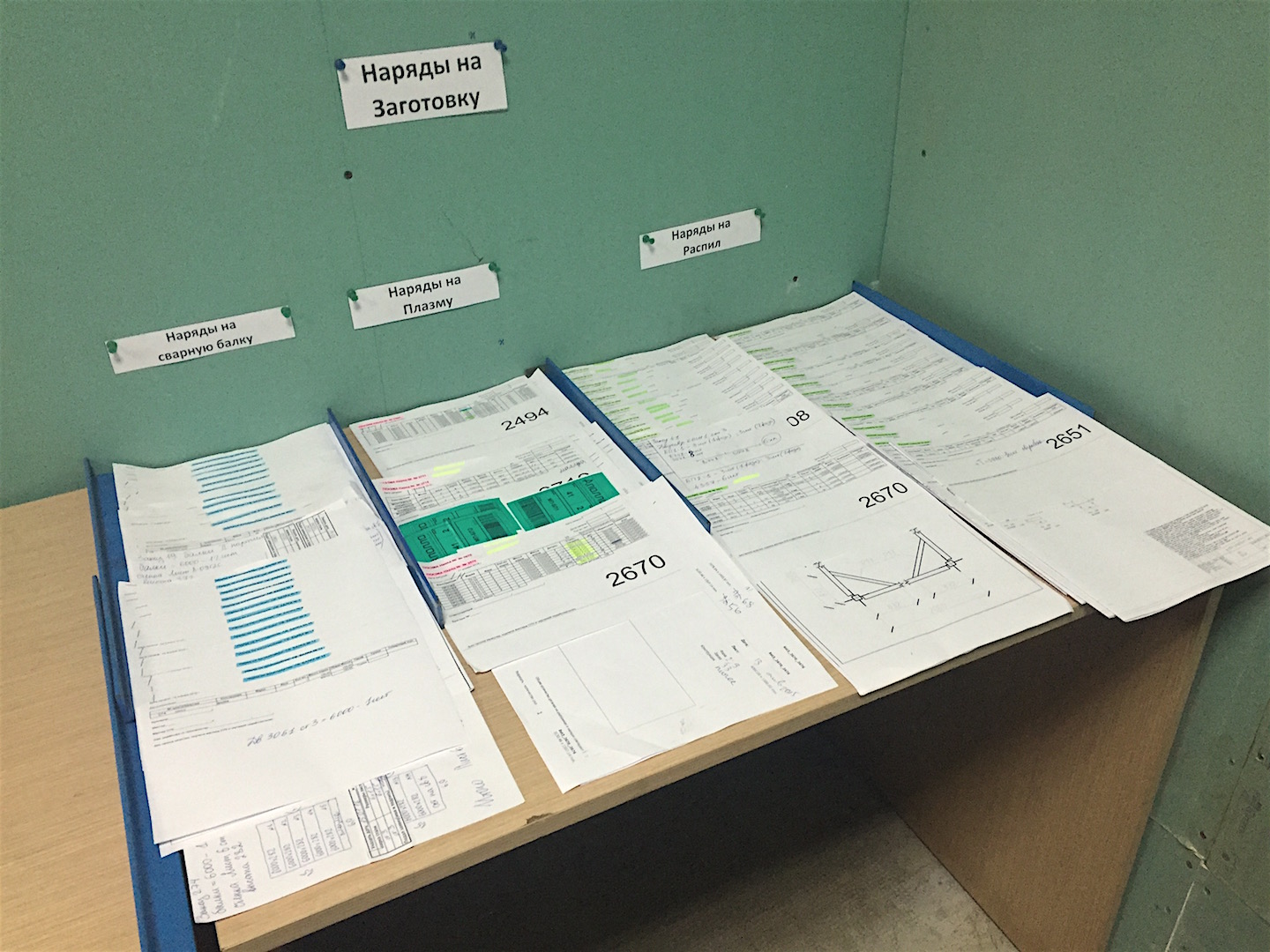
-
- Наряды на столе в соответствующих ячейках
2015 ОКТЯБРЬ
По опыту полученному от Европейских производителей строительных металлоконструкций на участок фасонных деталей добавлен специалист по комплектованию фасонными заготовками. Им стал один из наших самых ответственных сотрудников. Это нововведение обозначено потребностью в непрерывной поставке деталей на сборочные участки.

Комплектование заготовок на тележки
2015 АВГУСТ
Усовершенствован процесс пополнения баллонов с газами. Карточки «канбан» помогают визуально контролировать поставки газов для сварочных постов. Это позволяет оптимизировать потоки материалов. В будущем планируем осуществлять поставку газов на стапеля централизованно по магистралям.
-
- Тележка для транспортировки газов

-
- Кассеты для транспортировки газов

Продолжаются работы по совершенствованию участка покраски и отгрузки строительных металлоконструкций. Разработаны и внедрены стандарты по раскладке продукции на стапелях, уборке и хранению инструмента. Это позволяет более эффективно использовать площади производства.
-
- Уборка стапелей

-
- Раскладка продукции в малярке
-
- Бочка на колесах

2015 ИЮЛЬ
Внедрены в цеховых проллетах стапеля для хранения грузозахватных механизмов. Это необходимо для исключения потерь времени на поиск необходимого инструмента и визуального контроля менеджмента за состоянием приспособлений.

Стэнд для хранения грузозахватных приспособлений для строительных металлоконструкций
2015 ИЮНЬ
Начались обучения бригадиров сварщиков и заготовительных участков. Первый этап — основы философии бережливого производства по книге «Дао Тойота» и видеоматериалам.
-
- Обучение бережливому производству на ЗМК Аполло

-
- Обучение бригадиров

-
- Видеоматериалы по бережливому производству

2015 ФЕВРАЛЬ
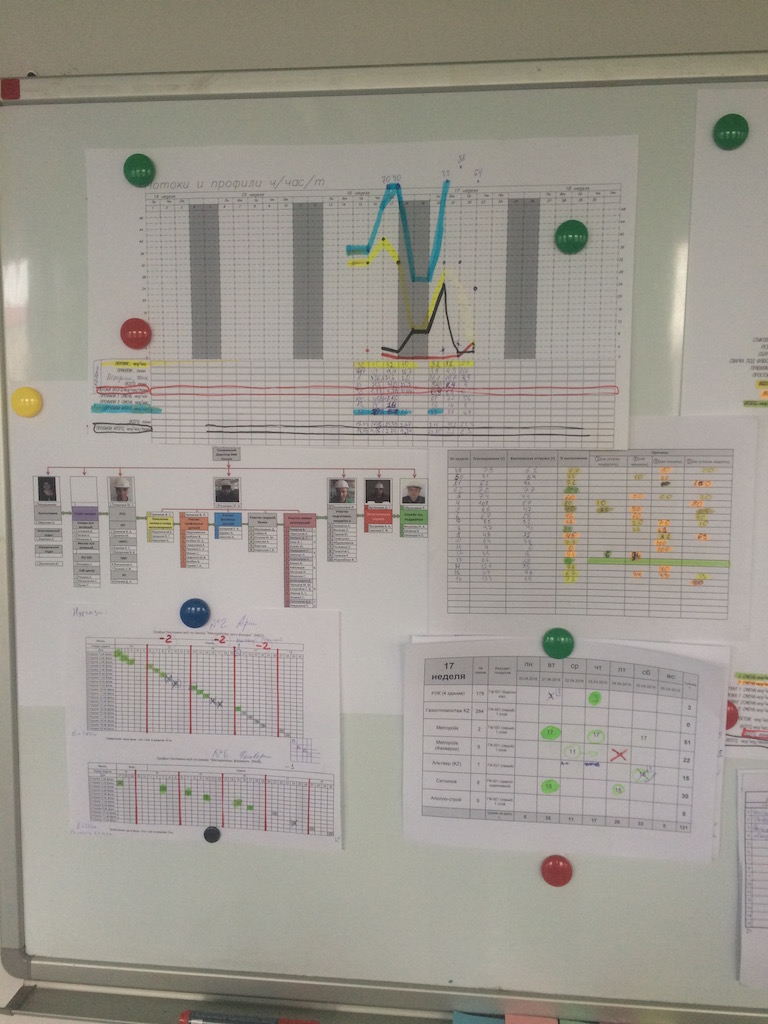
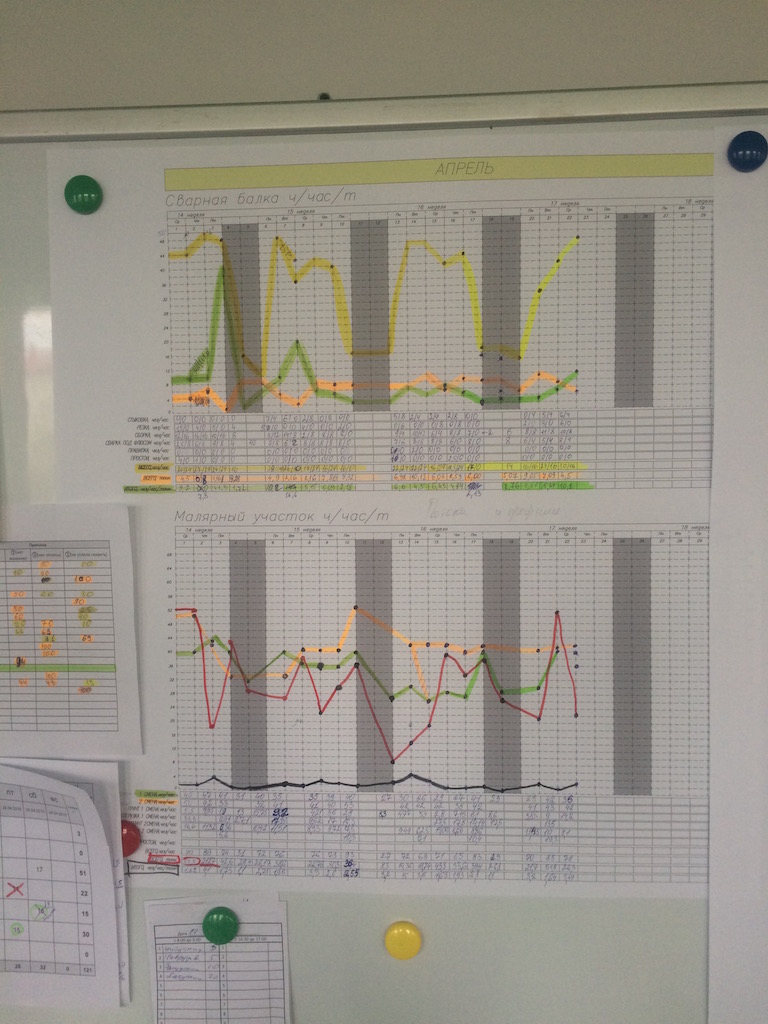
На ежедневных утренних оперативках внедрены отчеты каждого участка по основным показателям эффективности. Такие как количество затраченных чел/часов на 1 тонну металлоконструкций.
-
- доска Канбан
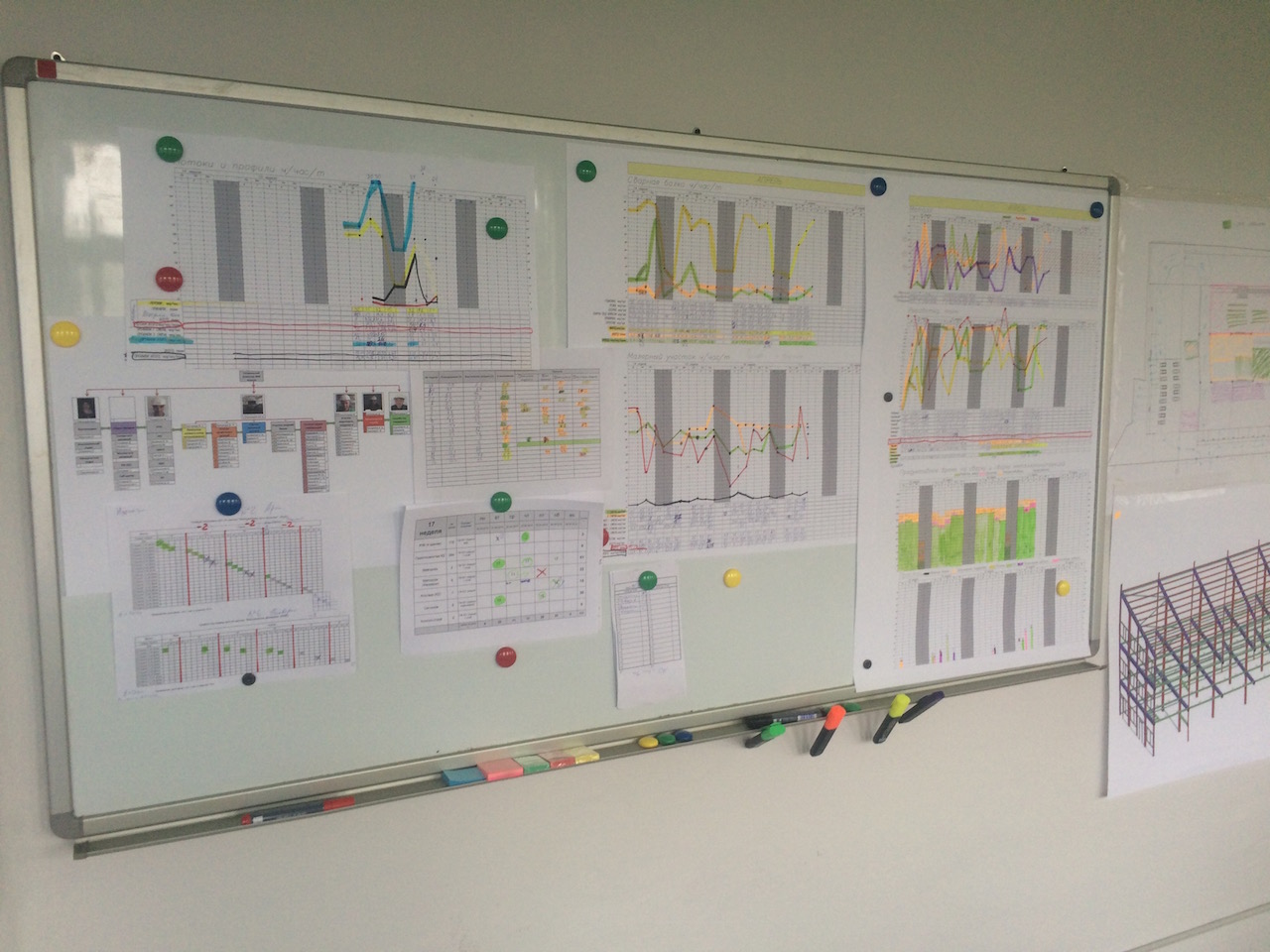
-
- потоки и заготовка
-
- Закупки, отгрузки, сварщики, простои

-
- участок сварной балки
2014 ДЕКАБРЬ
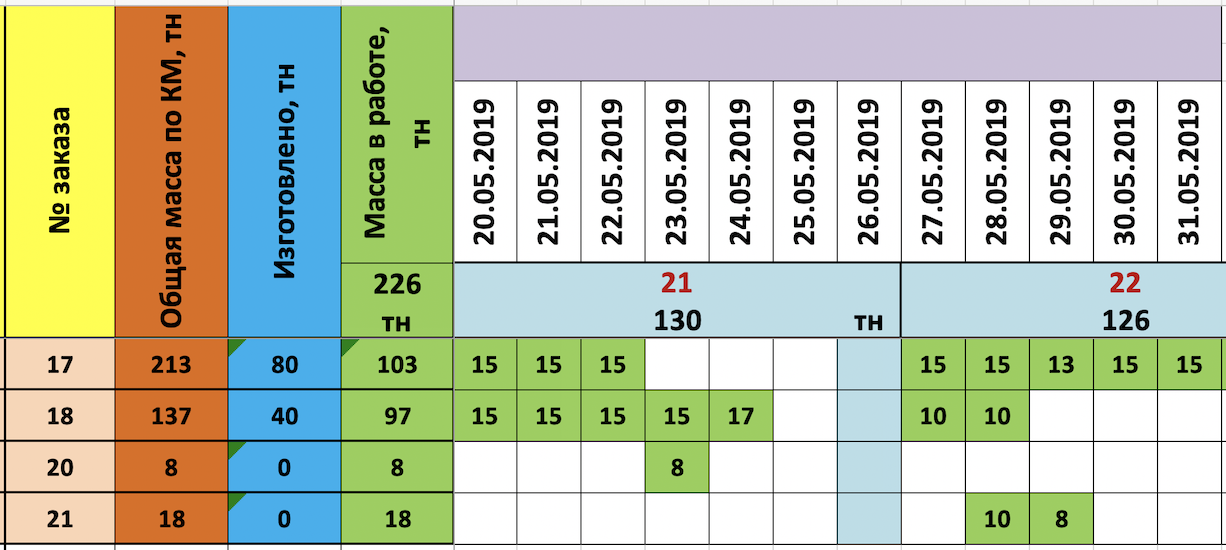
На главной странице нашего сайта появилась возможность для наших клиентов следить за ходом производства своего заказа, при помощи кнопки «ТОП-10». Зная номер своего заказа, видно сколько тонн металлоконструкций в работе, а сколько готово к отгрузке. Информация очень точная, подгружается из нашей производственной системы каждые полчаса. Эта информация также используется нашими сотрудниками производства для оперативного управления.

Отчет ТОП-10
2014 НОЯБРЬ
Заменены конструкции стапелей на участке покраски на более легкие и прочные с целью исключения использования крана при рациональной расстановке.

До

2014 НОЯБРЬ
Оптимизирован процесс передачи готовых деталей для сварщиков на участке фасонных деталей, а именно внедрены тележки для транспортировки заготовок до сварочного стапеля и система информирования о готовности.

Тележки для траспортировки
2014 НОЯБРЬ
Проведены работы по оптимизации работы склада профильного металла, а именно хранение металла стало продольным, а не поперечным ходу движения крана. Это позволяет экономить время на приемке и погрузке проката. Появились безопасные проходы в цетре пролета. 

2014 НОЯБРЬ
Внедрено разделение проекта на «Фазы» — каждая фаза равна объёму 1 автоотгрузки, т.е. от 15-20 тонн. Это позволит более качественно удовлетворять потребности монтажной организации в своевременной, поэтапной и точной поставке металлоконструкций.

Бирка с фазой
2014 ОКТЯБРЬ
Начались постоянные ежедневные обучения по продажам «Холодные звонки» и по производству «Excel» и «Бережливое производство — 5S»

Обучение ЗМК Аполло
2014 СЕНТЯБРЬ
Совместно с управленческим персоналом проведены серии собраниий и разработана стратегическая карта развития ЗМК Аполло на основании системы сбалансированных показателей.

Стратегические цели ЗМК Аполло
2014 ИЮЛЬ
Разработана желаемая карта информационных потоков запуска и изготовления металлоконструкций. Карта имеет свойство наглядной прикладной инструкции, выполняя которую, сотрудники помогают выравнивать производственный процесс. 

Информационный поток на производстве
2014 ИЮНЬ
Произведена перепланировка участка покраски и отгрузки металлоконструкций. Участок разделен по типам изделий, установлены стапели и стеллажи для удобства процесса покраски.
2014 ФЕВРАЛЬ
Разработан и внедрен проект по разделению продукции завода на «семейства продуктов», такие как:
- фермы
- колонны и балки
- связи и распорки
- прогоны
- фахверки
Для каждого семейства продуктов определена отдельная зона изготовления, закреплены бригады специалистов, что упростило процесс планирования. Специалисты, изготавливающие однородную продукцию, получили возможность оттачивать свое мастерство, следовательно, повышать качество продукта и ускорять ВРЕМЯ ТАКТА на одно изделие.
2014 ЯНВАРЬ
Внедрена карта зон ответственности участков, согласно которой работники участков соблюдают порядок в рамках своей зоны и не допускают скопление деталей и продукции других участков на выделенной им территории. Карта, также определяет маршрут движения продукции внутри цеха. Ежедневно фиксируется загруженность площадей, отведенных для передвижения продукции.
2013 ДЕКАБРЬ
Проведен внутренний коучсименар по системе «5S» на уровне бригадиров участков, где были детально рассмотрены пять составляющих этого эффективного инструмента рационализации рабочего места:
- «сортировка» — чёткое разделение вещей на нужные и ненужные и избавление от последних.
- «соблюдение порядка» (аккуратность) — организация хранения необходимых вещей, которая позволяет быстро и просто их найти и использовать.
- «содержание в чистоте» (уборка) — соблюдение рабочего места в чистоте и опрятности.
- «стандартизация» (поддержание порядка) — необходимое условие для выполнения первых трёх правил.
- «совершенствование» (формирование привычки) — воспитание привычки точного выполнения установленных правил, процедур и технологических операций.
2013 НОЯБРЬ
Сформулированы направления развития организации с поэтапным внедрением:
- Повышение уровня Удовлетворенности клиентов
- Безопасность производства
- Оптимизация и минимизация уровня затрат
- Детальное планирование времени исполнения заказов
Определены целевые показатели удовлетворенности клиентов завода по нескольким направлениям:
- Своевременность поставки конструкций
- Комплектность поставки
- Качество поставляемой продукции
- Организована служба обратной связи с клиентами, каждая поставка сопровождается анкетированием клиента на предмет удовлетворенности продукцией
2013 ОКТЯБРЬ
Пересмотрена организационная структура предприятия, проведены более четкие грани зон ответственности участков. Структура приобрела горизонтальный характер построения, это обеспечило сквозное взаимодействие участков и ускорило коммуникации. Создана служба локальных потоков, целью которой является обеспечение непрерывного движения продуктов участков от процесса к процессу.
2013 ИЮНЬ
С применением инструментов «5S» и «Кайдзен» реорганизован участок плазменной резки.
2013 Февраль
Создано единое рабочее пространство — ОБЕЯ. Для работы инженерно-технического персонала и руководства производством.
2013 Январь
Объединены производство с администрацией и коммерческим отделом, для улучшения внутренних коммуникаций
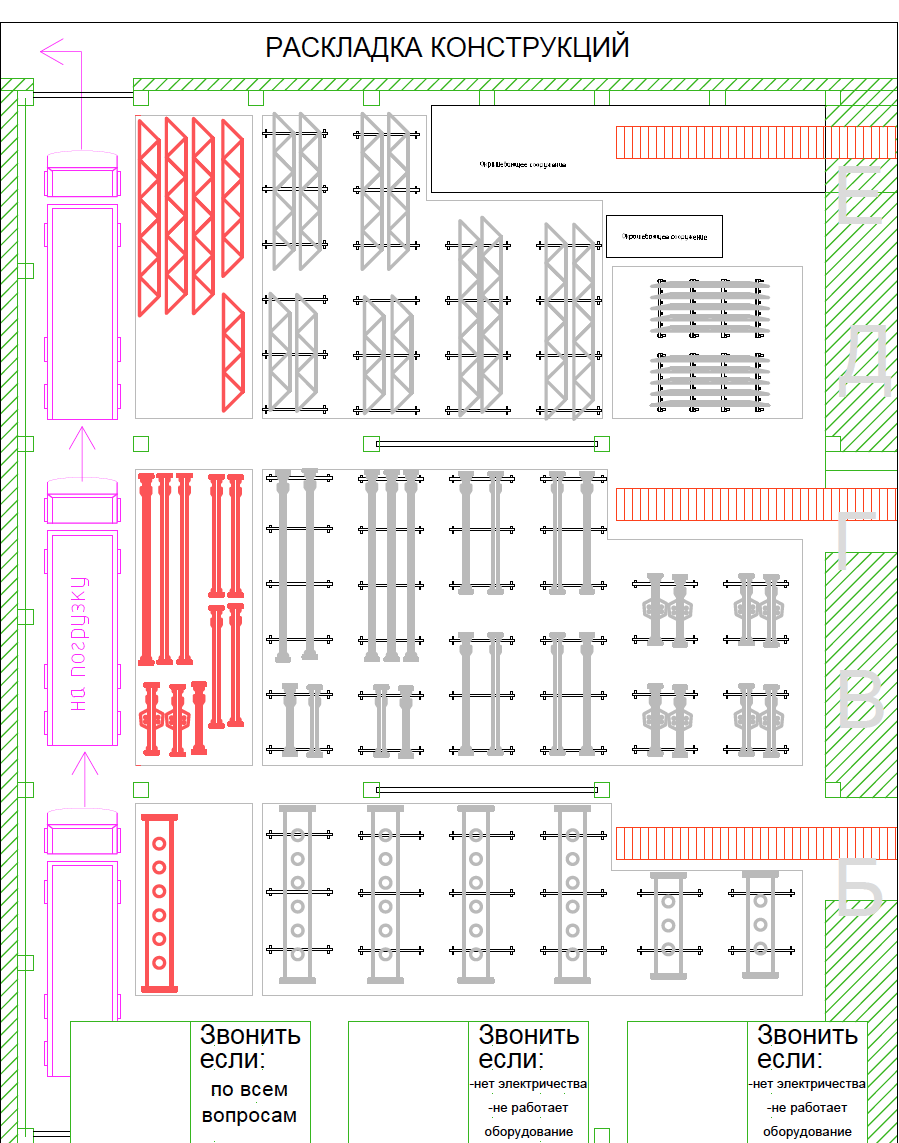
2012 Ноябрь
В связи с ростом количества заказов, существенно расширились производственные площади. При планировании расстановки оборудования мы использовали инструменты «диаграмма спагетти»... Была избрана линейная система потока создания ценности, при которой сырье – металлопрокат, заходя с одной стороны цеха, выходит в виде готового продукта с другой стороны, при этом производственные процессы выстроены в линию.
2012 АВГУСТ
Клиенто-ориентированное планирование на основании чертежей КМД и монтажных схем, которые позволяют поставлять именно те конструкции, которые необходимы монтажной организации, согласно плана строительства.
2012 ИЮНЬ
Запуск системы карточек «Канбан» — наряд-заказов.
2012 Февраль
Внедрение и запуск программы «Системы Автоматизированного Учета» на базе 1С. Программа позволяет вести и анализировать данные о запуске продукции и производственных этапах
2011 МАЙ
Начало изготовления металлоконструкций. Мы беремся за изготовления заказов различной сложности. Много нестандартных металлоконструкций.
{kind=link}
{kind=link}