Контроль сборки конструкций


Сборка металлоконструкций на «прихватку» является основным ключевым процессом на нашем производстве.
Поэтому КОНТРОЛЬ СБОРКИ перед сваркой является важнейшим этапом контроля, обеспечивающим качество собираемости металлоконструкций на монтаже.

Как мы это делаем
Во-первых качество сборки изделий во многом зависит от качества заготовки. Подробнее смотрите на странице «КОНТРОЛЬ на этапе ЗАГОТОВКИ». Важный принцип — не передавать на следующий этап заготовку с ошибками. Это позволяет минимизировать ошибки при сборки на 40-60%.

Мы добились того что вся заготовка полностью подготавливается к сборке, т.е. зачищается, сверлится, подготавливаются кромки, вырезы и т.д.
Это ответственный момент, например увеличение угла скоса кромки влияет на увеличение количества наплавленного металла и времени сварки.
Далее приступаем к сборке изделия на прихватку.
Два типа сборки
Мы делим СБОРКУ и КОНТРОЛЬ на 2 типа:
- единичные изделия — это когда мы каждый раз собираем и контролируем новую конструкцию, они все разные и не повторяются
- повторяющиеся изделия — например фермы, которых в проекте например больше 10 штук.
Контроль в случае с единичными изделиями заключается в проверке при помощи мерительного инструмента каждого изделия.
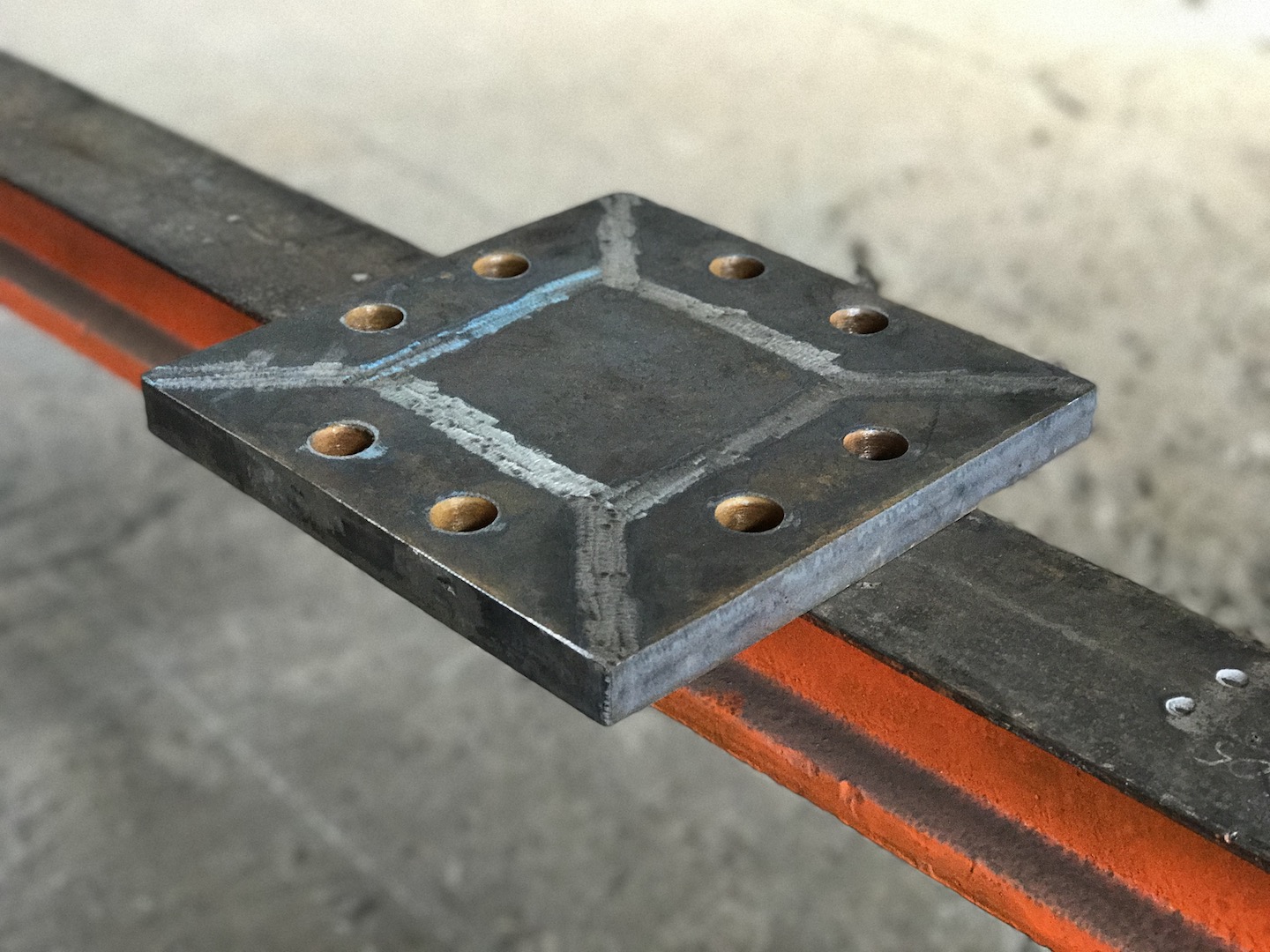
Рулеткой измеряем геометрические размеры согласно чертежей КМД
Угольником проверяем перпендикулярность конструкции
Штангенциркулем проверяем диаметры отверстий

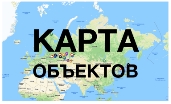
Помимо геометрии изделия основной КОНТРОЛЬ уделяется качеству сборки для качественной сварки
- в нахлёсточных соединениях — ширина нахлёстки и зазор между листами
- в угловых соединениях - зазор между деталями и угол
- в тавровых соединениях — притупление, угол скоса кромок и зазор между деталями
- в стыковых швах — притупление, угол раскрытия шва и зазор между кромками
Чтобы обеспечить качество геометрических размеров повторяющихся изделий используются приспособления, которые мы называем шаблонами или кондукторами.
Обычно это стропильные и подстропильные фермы.
Сначала изготавливается первое изделие и тщательно проверяется ( это и есть шаблон или кондуктор) , потом на его поверхности изготавливается второе изделие.
Второе изделие снова проверяется и проводится КОНТРОЛЬНАЯ СБОРКА.
Конструкция собирается из нескольких частей. Стягивается болтами.
На фото — слева кондуктор, справа — контрольная сборка.

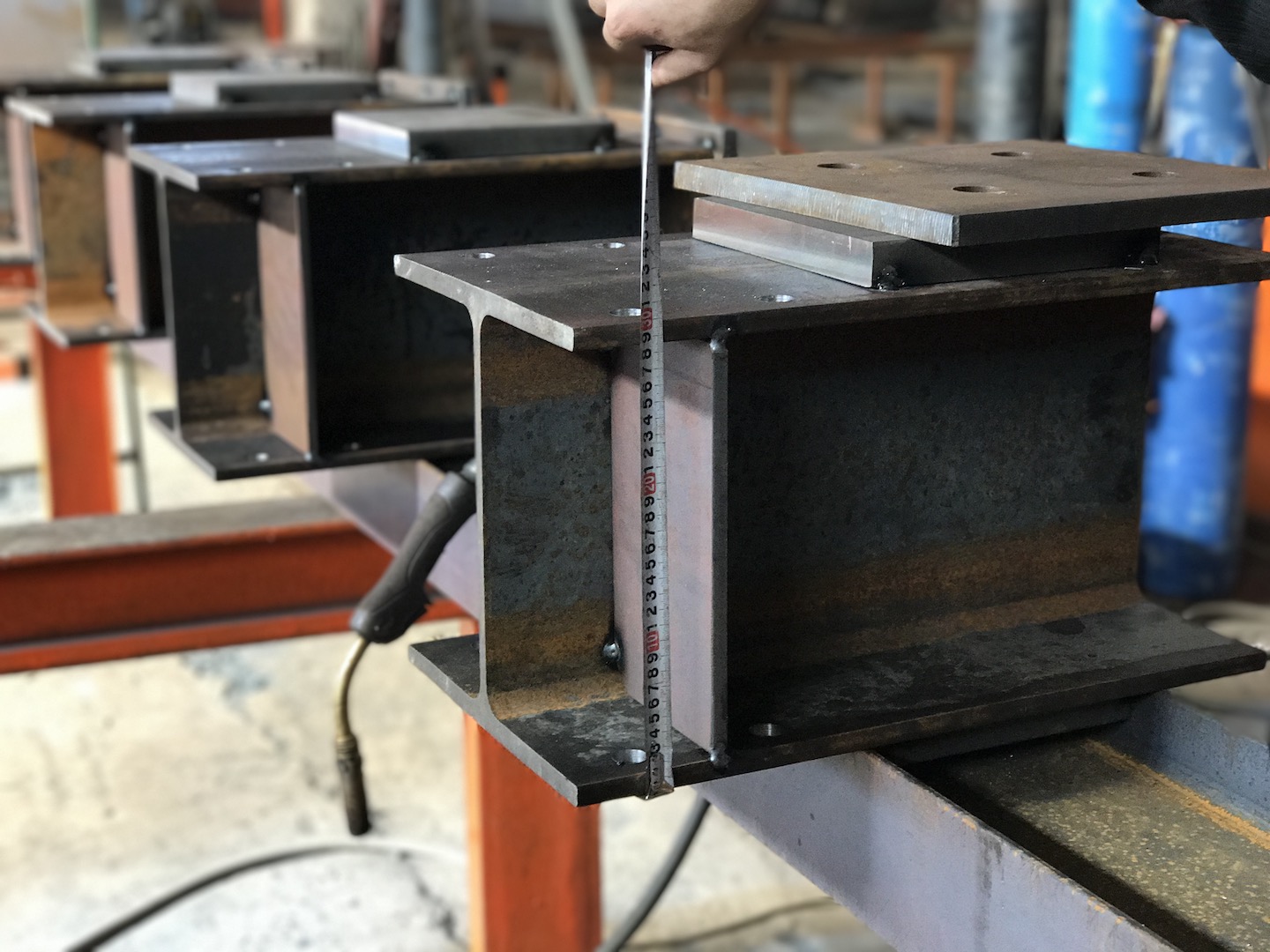
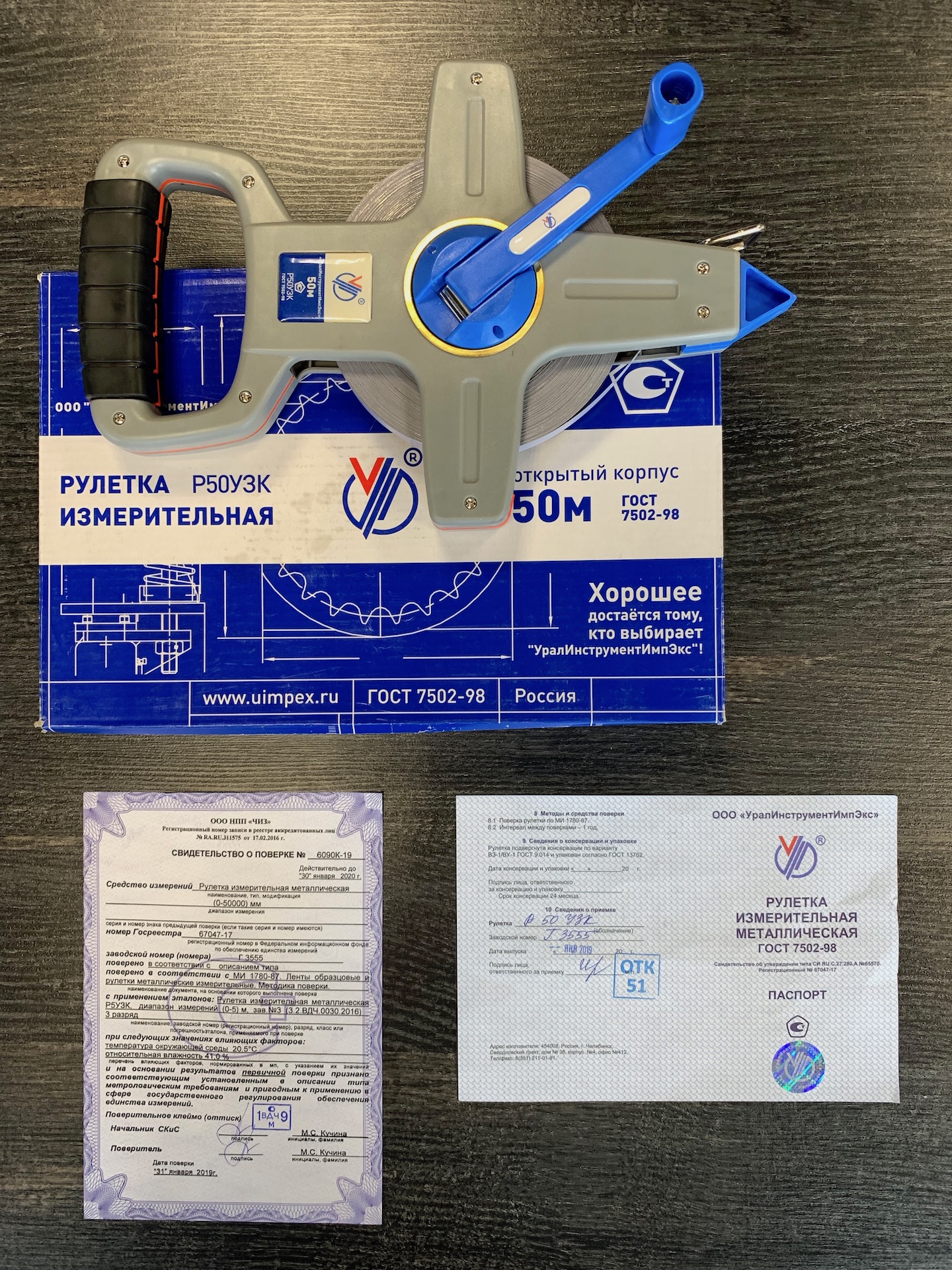
- Геометрические размеры и отклонения контролируем рулеткой 2-го класса по ГОСТ 7502-80;
- Прямолинейность и плоскостность элементов фермы,
- Подъем фермы — путем измерения от натянутой вдоль элемента проволочной струны металлической линейкой по ГОСТ 427-75 или угольником.

Щупом проверяем по ГОСТ 882-75 — зазор между фланцами
- перпендикулярность торца опорного ребра к вертикальной оси фермы
- отклонение плоскости верхнего (нижнего) фланцев от вертикали
- грибовидность фланцев
- перпендикулярность верхнего и нижнего фланцев к продольной оси фермы
Все остальные отклонения — линейкой по ГОСТ 427-75, угольником по ГОСТ 3749-77 и штангенциркулем по ГОСТ 166-80.
Для выполнения замеров требуется «поверенный» измерительный инструмент
Также можно изготавливать и повторяющиеся балки
Смотреть другие стадии ТЕХНИЧЕСКОГО КОНТРОЛЯ
- Контроль чертежей КМ
- Входной контроль металла
- Контроль на этапе заготовки
- Контроль сборки конструкций
- Контроль сварки
- Контроль подготовки к окраске
- Контроль упаковки и документов
- Контроль монтажа
- Лаборатория неразрушающего контроля
Также смотрите КОНТРОЛЬ КАЧЕСТВА ОБСЛУЖИВАНИЯ
{kind=link}
{kind=link}