Контроль на этапе заготовки


КОНТРОЛЬ на этапе ЗАГОТОВКИ может и обеспечивает отсутствие ошибок на следующем этапе — сварке.
Обеспечивается в несколько этапов:
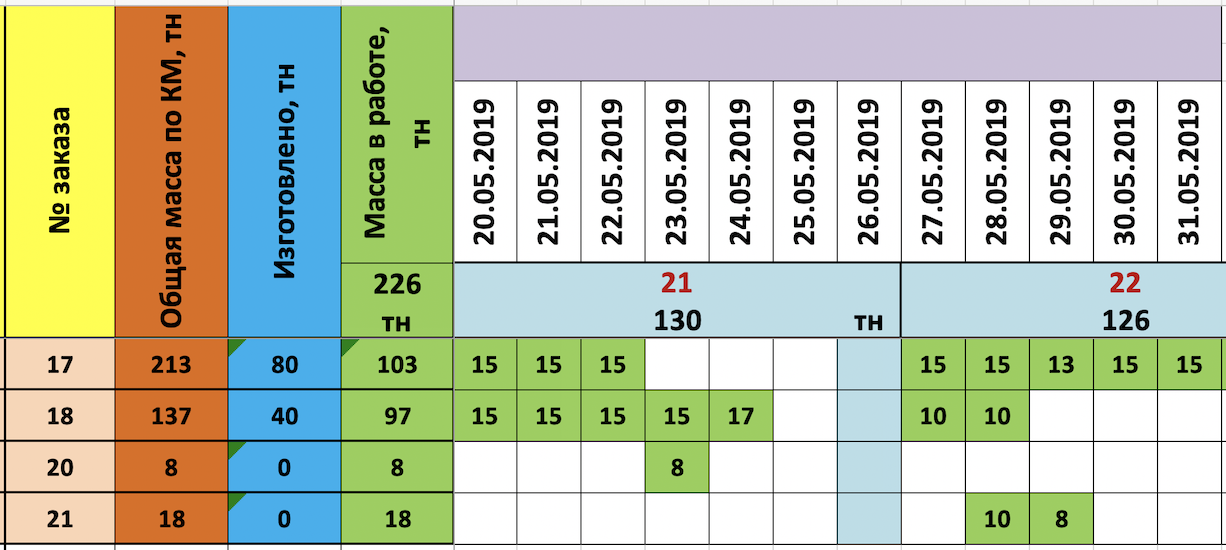
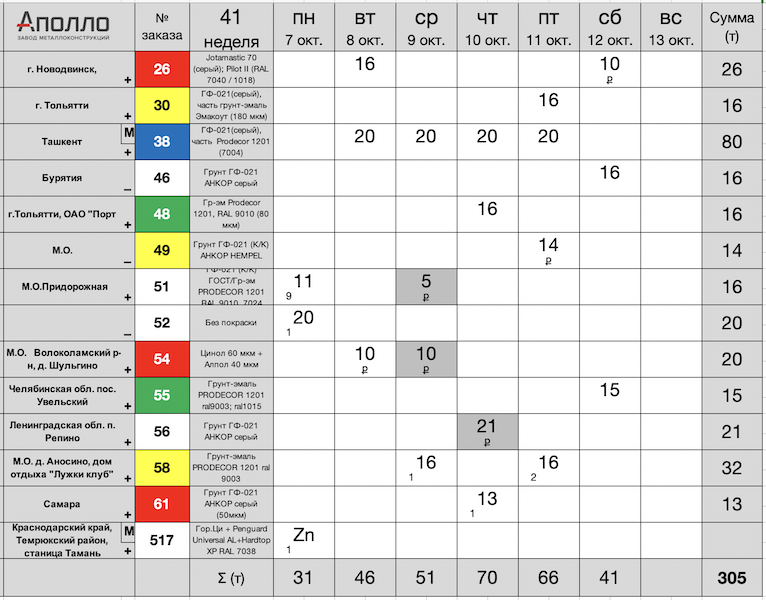
Отсутствие и невозможность попадания на участок распила и плазменной резки металлопроката от другого заказа или другого сортамента. За счет четкой системы подачи материалов (канбан) небольшими партиями, часто и только то что пойдет в обработку (система вытягивания). Заготовку нельзя произвести например из проката другой толщины или марки стали.

Также важным фактором является ограниченное количество нарядов на заготовительные работы — мы не отдаем на участок задания на весь день, а только порциями по мере выполнения. Это позволяет не сделать перепроизводства. У работников нет ощущения перегрузки данными, лишних чертежей и легко поддерживается порядок на рабочем месте.

Обязательно до и после процесса изготовления заготовки проводится инструментальный контроль

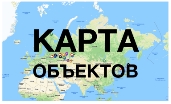
Замеряем длину заготовки - ИЗМЕРИТЕЛЬНОЙ РУЛЕТКОЙ
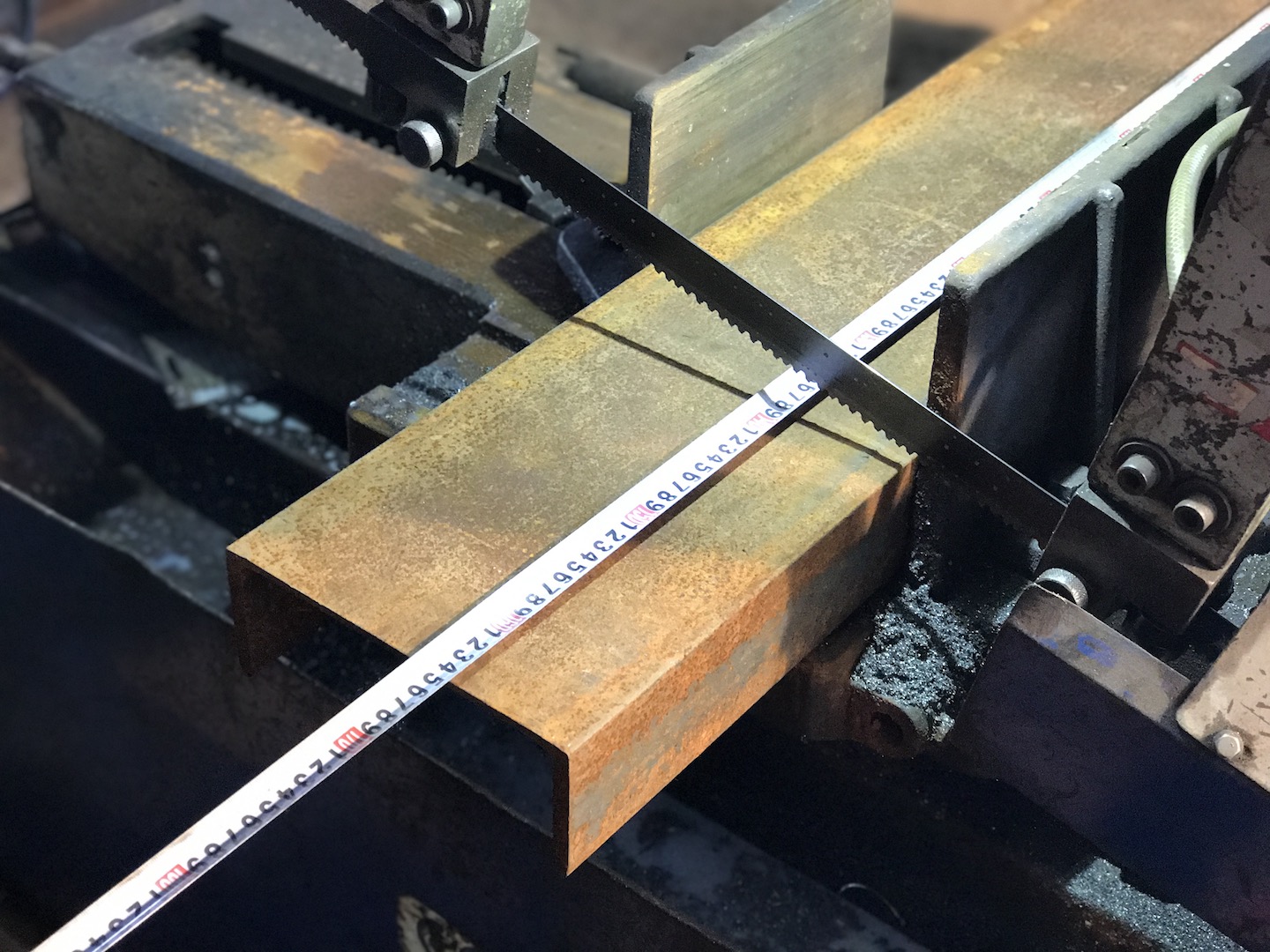
Проверяем размеры полок и стенок проката - ШТАНГЕНЦИРКУЛЕМ
При помощи УГОЛЬНИКА проверяем углы и перпендикулярность резов

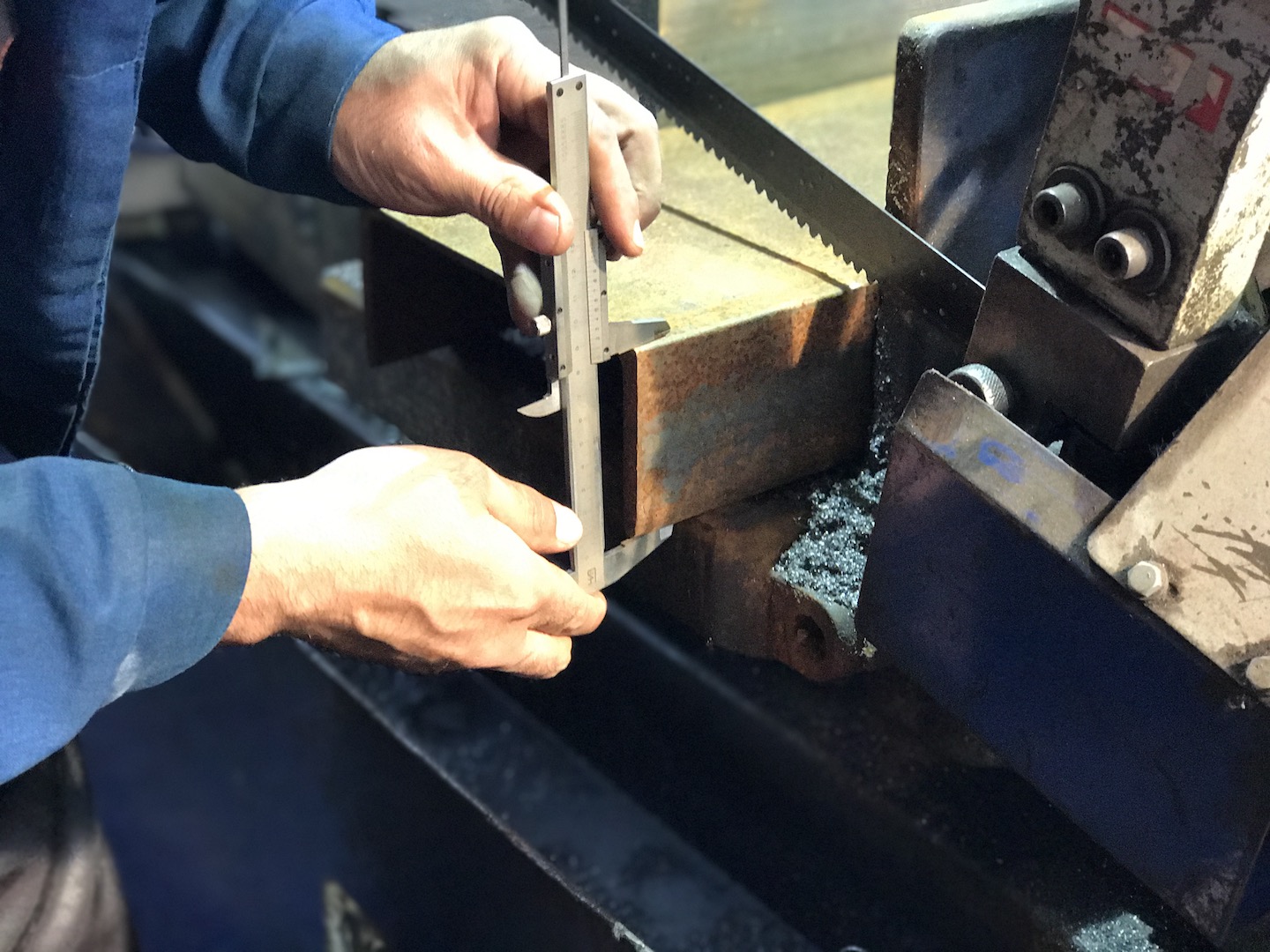
По мере выполнения каждого наряда, ОПЕРАТОР ПОДПИСЫВАЕТ его и передаёт для проставления готовности в ERP-системе. Указывается фамилия исполнителя и тем самым обеспечивается понимание неизбежности выявления причины ошибки в каждом конкретном случае.
Для того чтобы СБОРЩИКИ использовали нужную заготовку, все изделия подписываются и упаковываются на промежуточном складе.
И еще один момент — если все же обнаружится ошибка, мы узнаем об этом буквально в тот же час (будет сигнал от СБОРЩИКА) и не успеем сделать большие партии брака. Это существенно экономит сроки и потери на исправление ошибок.
Смотреть другие стадии ТЕХНИЧЕСКОГО КОНТРОЛЯ
- Контроль чертежей КМ
- Входной контроль металла
- Контроль на этапе заготовки
- Контроль сборки конструкций
- Контроль сварки
- Контроль подготовки к окраске
- Контроль упаковки и документов
- Контроль монтажа
- Лаборатория неразрушающего контроля
Также смотрите КОНТРОЛЬ КАЧЕСТВА ОБСЛУЖИВАНИЯ
{kind=link}
{kind=link}