Лаборатория неразрушающего контроля


Завод металлоконструкций Аполло уже длительное время работает с компанией ООО «Технология», которая имеет "ЛАБОРАТОРИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ". Работы по контролю осуществляется как на территории ЗМК Аполло, так и за её пределами.
Лаборатория проводит контроль в области промышленной безопасности на производстве, строительстве и является независимой.
-

- Аттестация лаборатории 1

-
- Аттестация лаборатории 2

-
- Аккредитация лаборатории 1

-
- Аккредитация лаборатории 2
-
- Аттестация лаборатории 3

-
- Лицензия рентген 1
-
- Лицензия рентген 2

-
- Сан-эпидем. рентген 1
-
- Сан-эпидем. рентген 2

Какие используются методы?
Какие виды деятельности?
- проведение неразрушающего контроля при изготовлении, эксплуатации, строительстве, ремонте, монтаже, реконструкции и техническом диагностировании вышеперечисленных объектов.
Какие объекты аттестации?
- Металлические конструкции (в том числе: Стальные конструкции мостов)
Кто осуществляет контроль?
- Контроль осуществляют аттестованные сотрудники, имеющие «Квалификационные удостоверения» и допущенные в качестве специалистов неразрушающего контроля.

Подмарёв Сергей
Руководитель Лаборатории неразрушающего контроля
Подмарёв Сергей Александрович
+7 (987) 989-42-72 technologync@yandex.ru
Какой используется инструмент?
- Набор ВИК
- Дефектоскоп ультразвуковой А1212 «MASTER»
- Рентгенографический дефектоскоп
-
- Дефектоскоп ультразвуковой А1212 MASTER

-
- Свидетельство о поверке УЗК

-
- Рентгенографический дефектоскоп АРИНА-3

Какой будет результат?
По результатам работы лаборатории выдаётся ЗАКЛЮЧЕНИЕ, которое подтверждает качество сварных соединений.
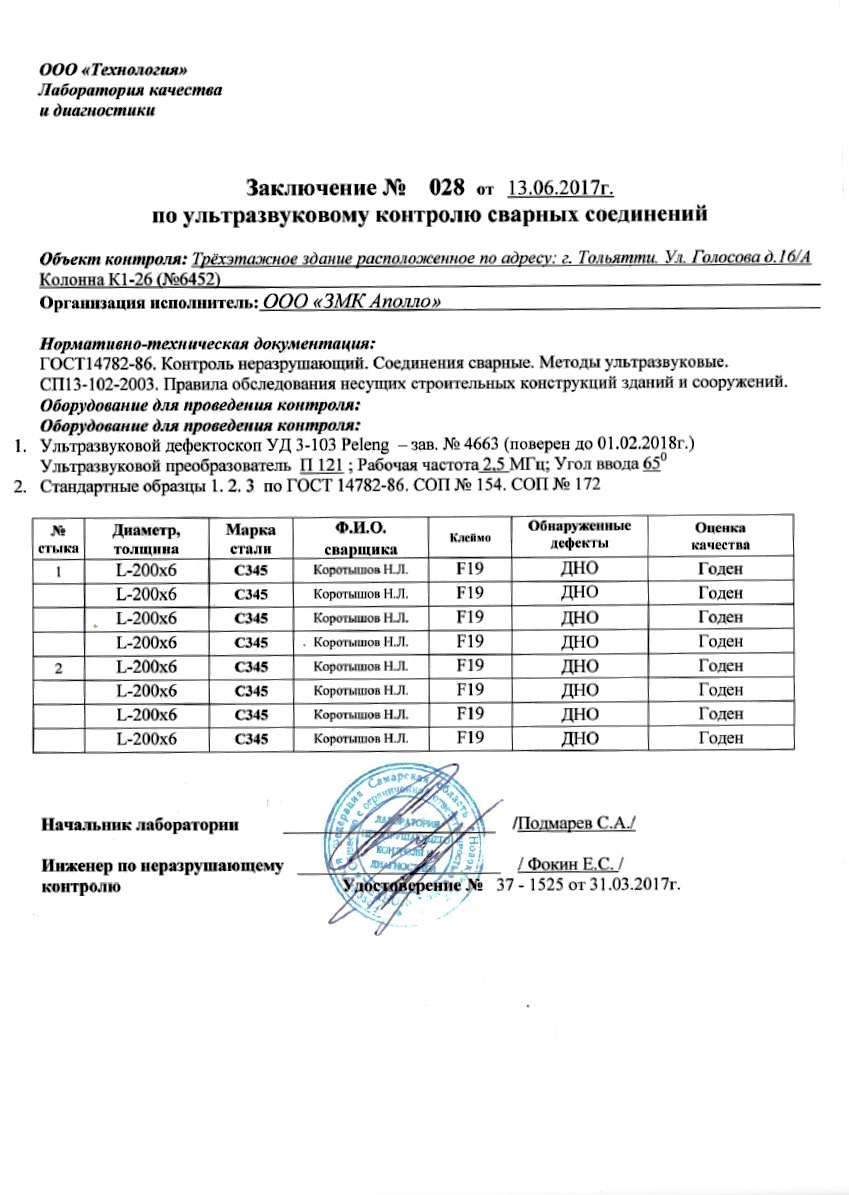
Заключение по УЗК
- Согласно ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
- СП13-102-2003. Правила обследования несущих строительных конструкций зданий и сооружений.
Данное ЗАКЛЮЧЕНИЕ прикладывается к исполнительной документации проекта и подтвержает качество продукции.
Этот метод самый дешевый, быстрый и наиболее информативный. Он базовый и предшествует всем остальным методам неразрушающего контроля.
При внешнем осмотре можно проверить качество подготовки к сборке заготовок перед сваркой, качество сварных швов.
Дефекты.
- выявление вмятин
- подрезов
- заусенцев
- ржавчины
- прожоги
- наплывы и другие видимые дефекты
Нормативы.
Визуальный и измерительный контроль можно провести при помощи простых инструментов, но несмотря на простоту, необходим основательный подход. Предусматривается разработка технологической карты, в которой изложены наиболее рациональные способы и последовательность работ.
Контроль ВИК регламентируется инструкцией по визуальному и измерительному контролю РД 03-606-03. В которой содержатся требования к квалификации персонала, регистрации результатов, средствам контроля, процессу контроля и способам оценки.
Инструменты.
в стандартный набор ВИК входит 
- шаблоны сварщика
- угольник
- штангенциркуль
- фонарик
- маркер по металлу
- лупа измерительная
- термостойкий мел
- набор щупов
- рулетка
- линейка
- зеркало с ручкой
- набору радиусов и др.
Процесс.
- Сначала проверяем заготовки перед сборкой. Не должно быть заусенцев, вмятин, окалины, ржавчины и т.д.
- Проверяем качество кромок под сварку — притупление кромок и угол их разделки, для соединений с разделкой кромок и тавровых соединений.
- Замеряем зазор между кромками для стыковых и угловых соединений, ширину нахлёстки и зазор между листами — для нахлёсточных соединений
- Собранные под сварку детали узлы с отклонениями от технических условий подвергаются исправлению
- Далее наблюдаем за процессом сварки. Следим за режимами сварки (напряжение, ток, скорость подачи), стабильностью горения дуги, за правильностью выполнения валиков в многослойных швах. Особенно тщательно смотрим на первый слой, при помощи лупы.
- Далее осматриваем готовые изделия. Невооружённым глазом или с лупой выявляем дефекты швов — трещины, подрезы, свищи, прожоги, непровары. Также смотрим на форму шва — распределение чешуек и общее распределение металла в усилении шва.
- Сварные швы сравниваем с эталонами или используем специальные шаблоны.
- Результаты измерений заносим в журнал и при необходимости отправляем изделие на доработку
Внешний вид поверхности шва характерен для каждого способа сварки, а также для пространственного положения, в котором выполнялась сварка. Равномерность чешуек характеризует работу сварщика, его умение поддерживать постоянную длину дуги и равномерную скорость сварки. Неравномерность чешуек, разная ширина и высота шва указывают на колебание мощности дуги, частые обрывы и неустойчивость горения дуги в процессе сварки. В таком шве возможны непровары, поры, шлаки и другие дефекты. При сварке в вертикальном и потолочном положениях сварные швы имеют резко выраженную Неравномерность чешуек, бугры, седловины и наплывы. При сварке в защитных газах в вакууме внешняя поверхность швов гладкая, блестящая, без чешуек и имеет вид полоски расплавленного металла.
〉Ультразвуковая дефектоскопия
Диагностика сварных швов при помощи ультразвука (УЗК) — это неразрушающий целостности сварных соединений метод контроля и поиска скрытых дефектов. УЗК эффективен при поиске воздушных пустот, неоднородности химического состава (шлаковые включения) и обнаружение неметаллических элементов.
Впервые УЗК проведен в 1930 году — метод не новый. Но очень популярный и используется повсеместно.
Теория.
Волну ультразвука — нельзя услышать ухом человека, но это и является основой для многих диагностических методов. Многие диагностические отрасли используют проникновение и отражение звука. Особенно где не допустимо нанесение вреда человеку.
Многие факторы влияют на качество проведения УЗК:
- чуствительность приборов
- настройка и калибровка дефектоскопа
- выбор более подходящего метода, в зависимости от опыта оператора
Контроль швов (ГОСТ 14782-86) и допуск в эксплуатацию не возможен без устранения дефектов.
Дефекты.
- поры
- трещины в околошовной зоне
- расслоение наплавленного металла
- непровары шва
- провисание металла в нижней зоне сварного шва
- дефекты свищеобразного характера
- несплошности и несплавления шва
- зоны поражённые короззией
- участки с искажением геометрического размера
- участки с несоответствием химического состава
Принцип работы.
Технология основана на способности высокочостытных колебаний проникать в металл и отражаться от поверхности пустот, неровностей, коррозии и других включений в основном металле. Созданная звуковая волна проникает в соединение и в случае дефекта отклоняется от своего нормального распространения. Это видно на приборе и оператор делает заключение по выявленному дефекту. так можно определить, например:
- относительный размер дефекта — по амплитуде отражённого импульса
- расстояние до дефекта — по времени распространения ультразвуковой волны в металле
Процесс проведения УЗК.
- Сначала удаляется краска и ржавчина в околошовной зоне, не менне 100 мм, с каждой стороны
- Затем поверхность металла и сам шов обрабатывается солидолом или глицерином, для более точного результата
- Настраиваем прибор по стандарту, в зависимости от задачи УЗК
- Проверяем: толщины до 20 мм — стандартные настройки (зарубки), свыше 20 мм — настраиваются АРД-диаграммы.
- Продольно-поперечными движениями перемещаем пьезоэлектрический преобразователь (ПЭП) относительно сварного шва и стараемся повернуть вокруг оси на 10-150.
- После появления устойчивого сигнала, ПЭП поворачиваем в зону максимальной амплитуды
- Но смотрим не является ли это колебание следствием отражения от самого шва (такое часто бывает)
- Если нет, то фиксируем дефект и записываем результат
- Контролируем параметры по ГОСТу
- Все результаты заносим в таблицу для удобства поиска и устранения дефектов
〉Рентгенографическая дефектоскопия
Предназначена для выявления скрытых дефектов в сварных соединениях.
Принцип.
Основан на поглощении рентгеновских лучей, зависящих от плотности среды и атомного набора элементов, образующих материал среды. Наличие дефектов приводит к тому что лучи, проходящие через металл, ослабляются в разной степени. И наблюдая за распределением интенсивности проходящих лучей, можно определить расположение и наличие неоднородностей металла.
Преимущества.
- Наряду с возможностью определять основные дефекты сварных швов, можно увидеть, что не покажет ни один другой метод — например, непропаи, раковины, и другие.
- Есть возможность определить точное место обнаруженного дефекта, что дает возможность быстрого ремонта
- Результаты проверки можно наглядно представить на рентгеновской плёнке
Инструмент. 
Прибор состоит из рентгеновской трубки в защитном кожухе, высоковольтного генератора, пульта и кабели. Пульт управления состоит из трансформатора, регулятора напряжения и тока, измерительных приборов и сигнальной системы управления.
Высоковольтный генератор состоит из трансформатора накала трубки, выпрямителя и высоковольтного трансформатора.
Источник излучения (ренгеновский аппарат) подбирается в зависимости от толщины контролируемого металла и необходимой чувствительности. И для получения четкой проекции источник должен иметь малый размер фокусного пятна и находиться на достаточном расстоянии от изделия.
Дефекты.
Минимальный размер дефекта зависит от формы и местонахождения. 
Лучше всего выявляются дефекты, имеющие протяженность вдоль пучка проникающего излучения. Такие изображения дефектов получаются более резкими чем криволинейные дефекты. Ну а если дефект находится под углом к направлению просвечивания, то чувствительность ухудшается и зависит от величины раскрытия дефекта и угла между направлением просвечивания и направлением дефекта. В следствии экспериментов установлено, что дефекты с малым раскрытием (трещины) не выявляются, если угол пучка излучения по отношению к оси трещины больше 7 градусов.
Допустимые размеры указываются в чертежах и технических условиях. Если нет, то следует руководствоваться ГОСТ 23055-78 «Контроль неразрушающий. Сварка металлов наплавлением. Классификация сварных соединений по результатам радиографического контроля».
{kind=link}
{kind=link}